おなまえ Eメール 題 名 コメント URL 添付File パスワード (英数字で8文字以内) 文字色 ■ ■ ■ ■ ■ ■ ■ ■
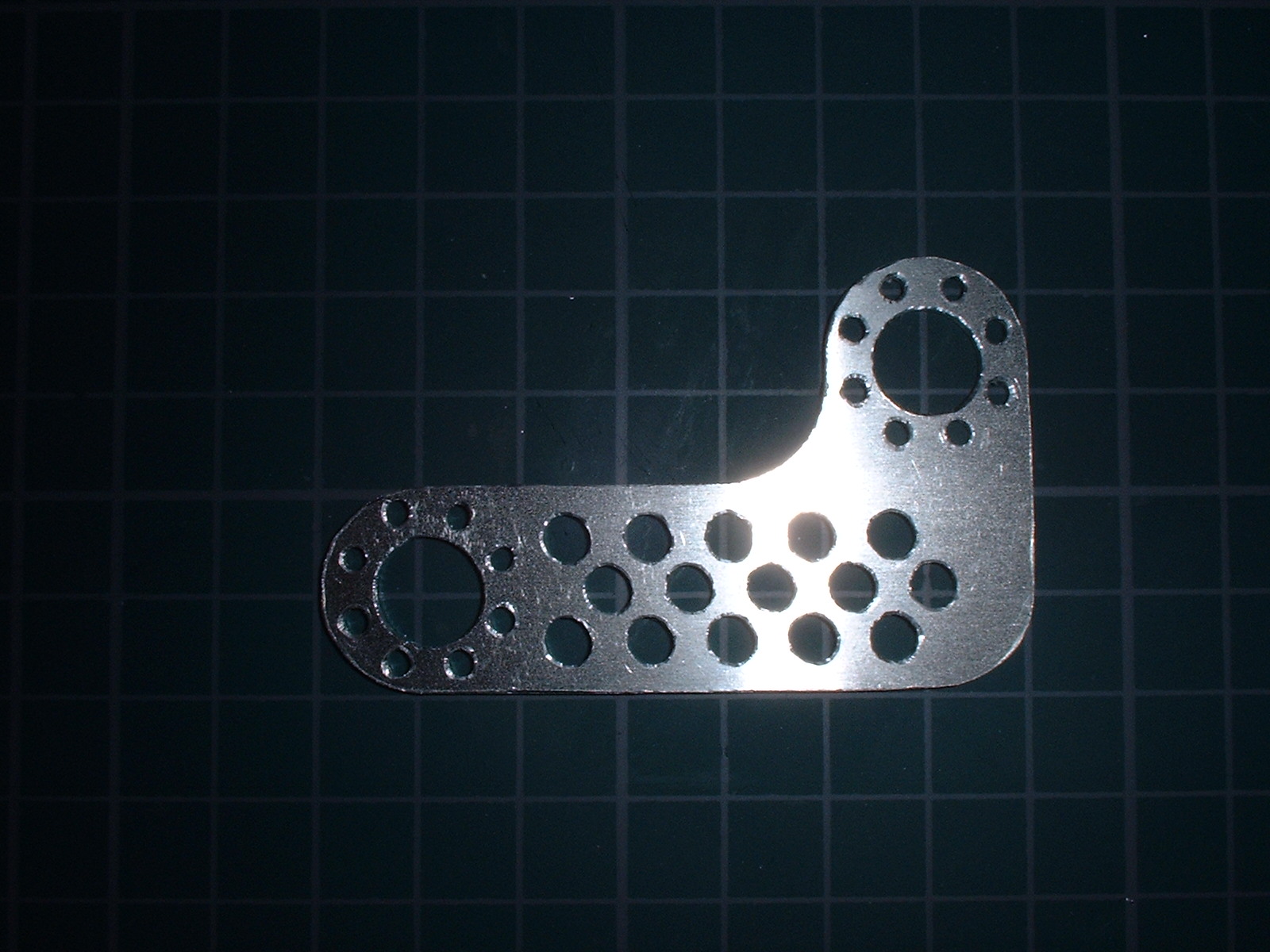
ごぶさたしております。CNC改造完了しました1号機は剛性不足で、アクリルしか削れませんでしたためしに2mmのアルミ板を削ってみました予想以上の出来栄えでした。まずはご報告まで
まだまだ仕上がりに難はありますが、満足しています放熱機も付属のものより大きいものにしました。質問なのですが、Z軸の送りは大きめにして、XY軸の速度を遅くしたほうがいいのか、Z軸の送りを小さくしてXY軸の送り速度を早くしたほうがいいのかわかりません今後もよろしくお願いします
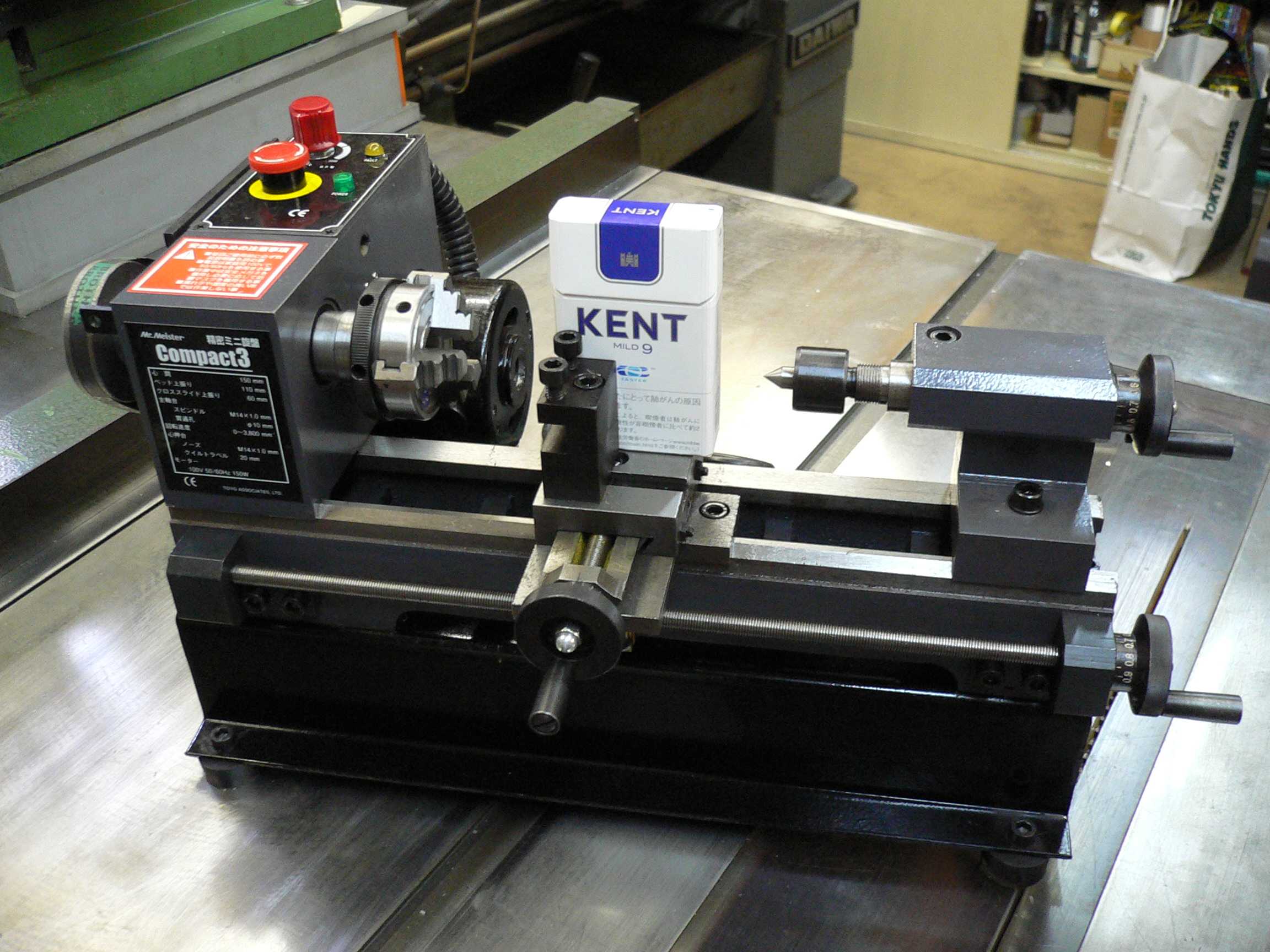
みなさんこんばんは東洋アソシエイツのKS-200がコンパクト3に変るようです。今ハンズメッセで安く売られているようです。http://www.tokyu-hands.co.jp/10/index.html定価はKS-200と同じらしいです。検討用に持ってきてもらいカバーを外してみました。ほとんどの部品が鉄の鋳物でできていて旋盤らしいです。また少し時間が出来たらCNC用に検討してみようと思っています。
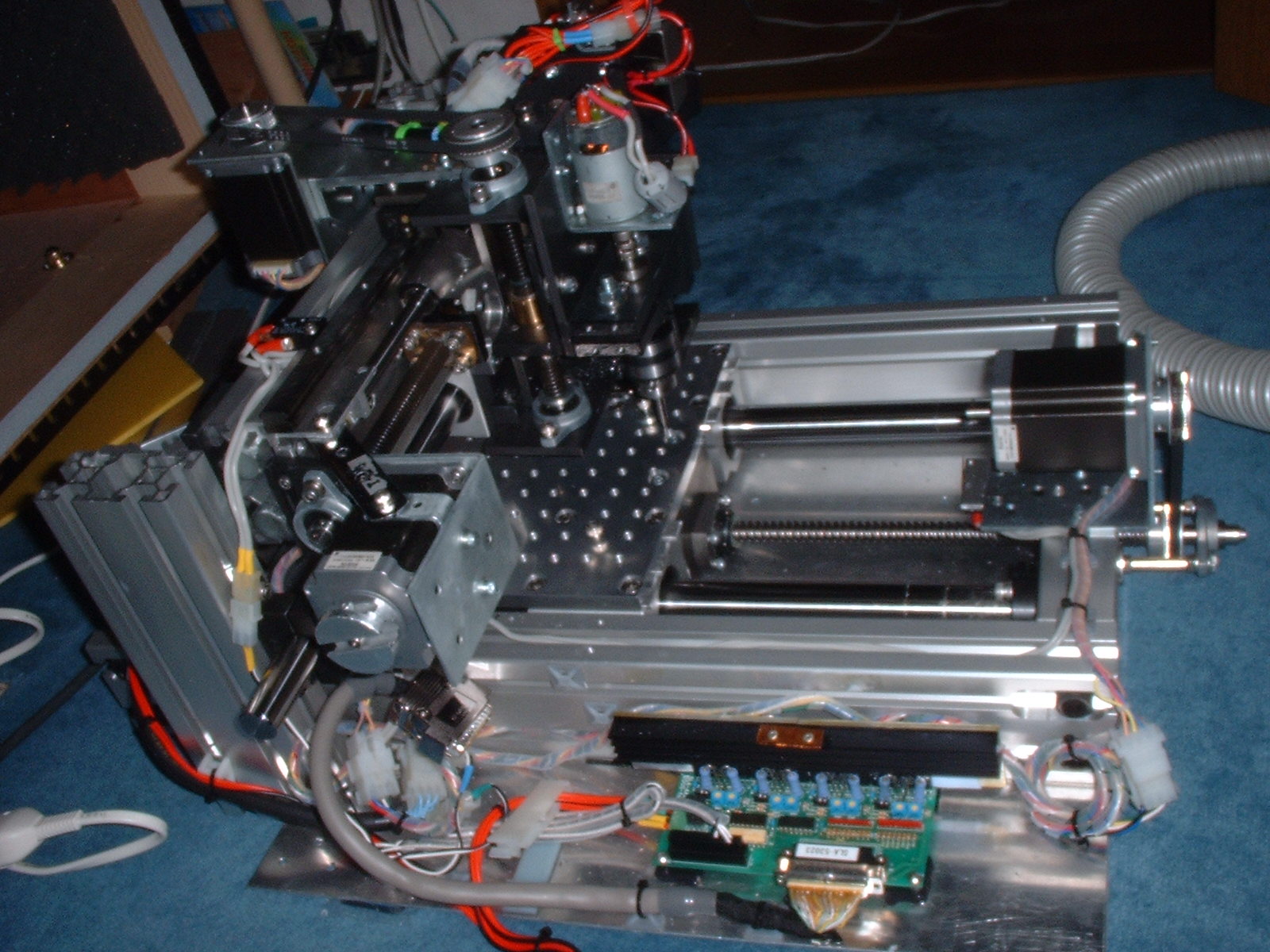
プロクソンのスピンドルとモータのカップリングをスリーブタイプのカップリングに交換したんですが、空気の流れがなくなり、モータやスピンドル周りがかなり熱くなったので、回転計のセンサー用の円盤とファンを作りました、空気の流れが出来たので効果があるようです。540モータの改造セットのパクリですいません。
はじめまして プロクソンCNC化を初めて、やっと動くようになりました。知合いのとろこで、5相ステッピングモーターのついたXYテーブルのようなものがあり、ドライバーを入手したのですが、CW/CCW接続なので、STEP/DIR方式の制御には使えません。NC−TOOLさんのHPでフォルムさんの外部ドライバー駆動用基板を使用して動いているようですが、回路は簡単に作成できますでしょうか?
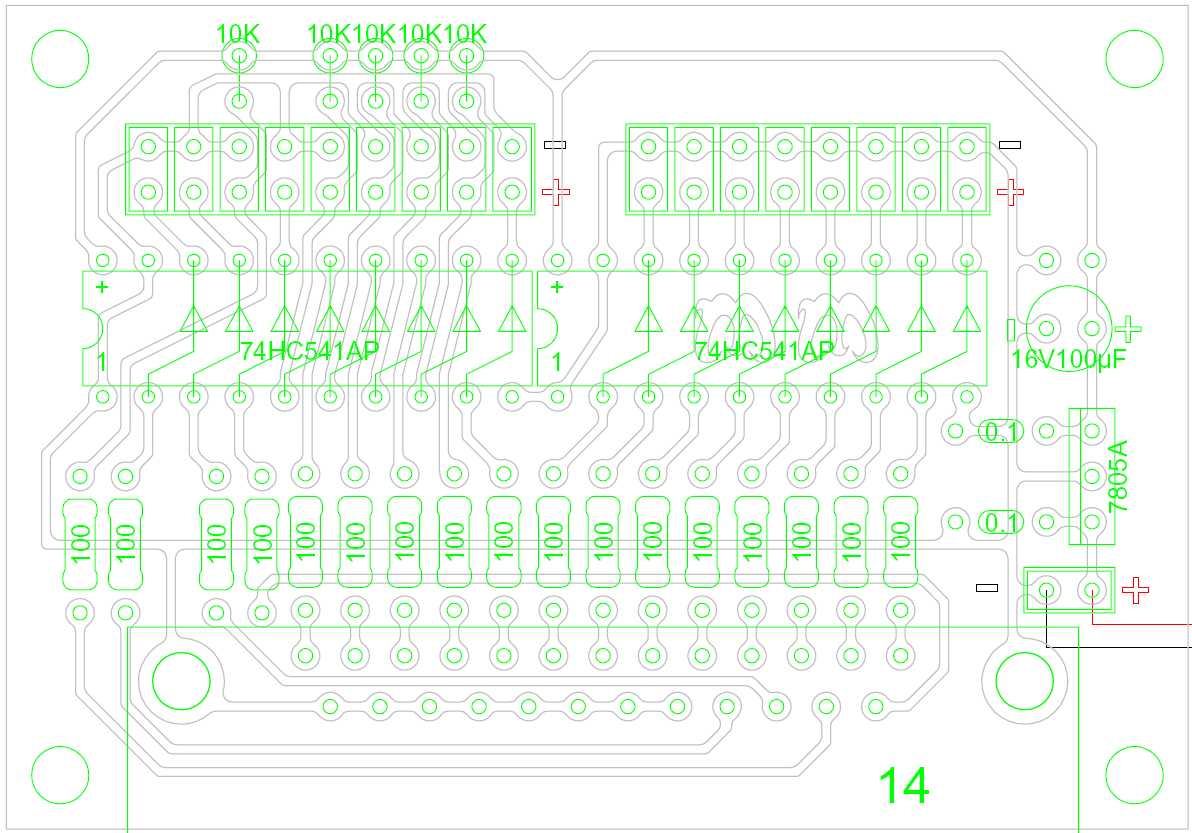
おはようございますpenhakkeさん私やNCTOOLさんは添付のような基板をプロクソンサンプル加工した物で動かしています。CADで作ったので回路図は有りません
847.zip CADデータです。
こんにちは 僕はCW/CCW変換への変換は74HC139でやっています。 74HC139STEP---->ADIR ---->BGND ---->GCW <---Y1CCW <---Y3 以前 ひま爺さんの掲示板でhirorinさんが紹介してくれた方法です。
皆さんこんにちは、以前はいろいろとお教えいただきありがとうございました。ソフトをTurboCNCに変えたところモーターも見違えたようなスムーズさで動作しました。バックラッシやモーターの設定を変更して、ワークの仕上がり精度も安定しました。PCはMMXペンティアムのレッツノートです。フロッピー起動です。Thinkpad(X22のHDDとメモリはフルスペック)はCNCおもちゃに向いてないみたいでした・・・。写真は、φ6シャンクもφ6、DLCコートの超硬エンドミルです。アルミのドライ加工が可能です。お気に入りの工具です♪以上報告です。では、失礼しました。
[直接移動] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26]
- Joyful Note -