 �݂Ȃ���A���ӂ́BNK�ł��B
�݂Ȃ���A���ӂ́BNK�ł��B
�_�E�����[�hCNC Ver2�����܂����B
����ǂ́A�I�v�`�}�C�Y��EZ-ARM7mini���g���č��܂����B
http://optimize.ath.cx/ARM7/index.html
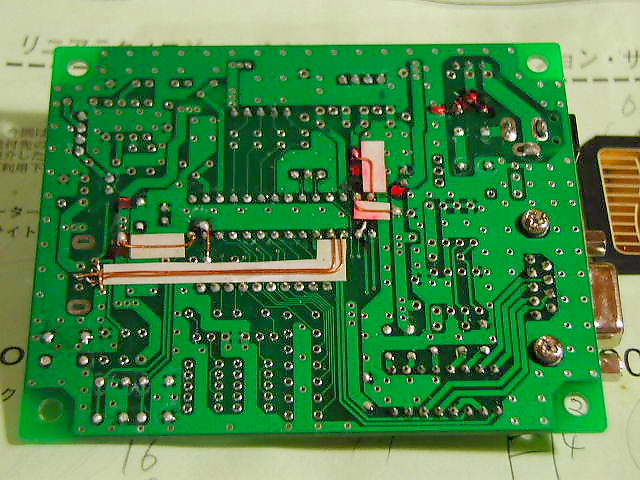
����́Aflash 512K�o�C�g, RAM 32K�o�C�g����̂ŁA�O�t���̃������Ȃ��ł��A���Ȃ�̗ʂ�G-CODE��~���邱�Ƃ��ł��܂��B
����ɁASD�������J�[�h�ƁA�V���A��EEPROM�����Ă���܂��BSD�������J�[�h�̓ǂݏ������[�`�����E���Ă��āA����m�F�܂ł����܂����B����ŁA���p�I�ȗʂ�G-CODE�����s�ł������ł��B
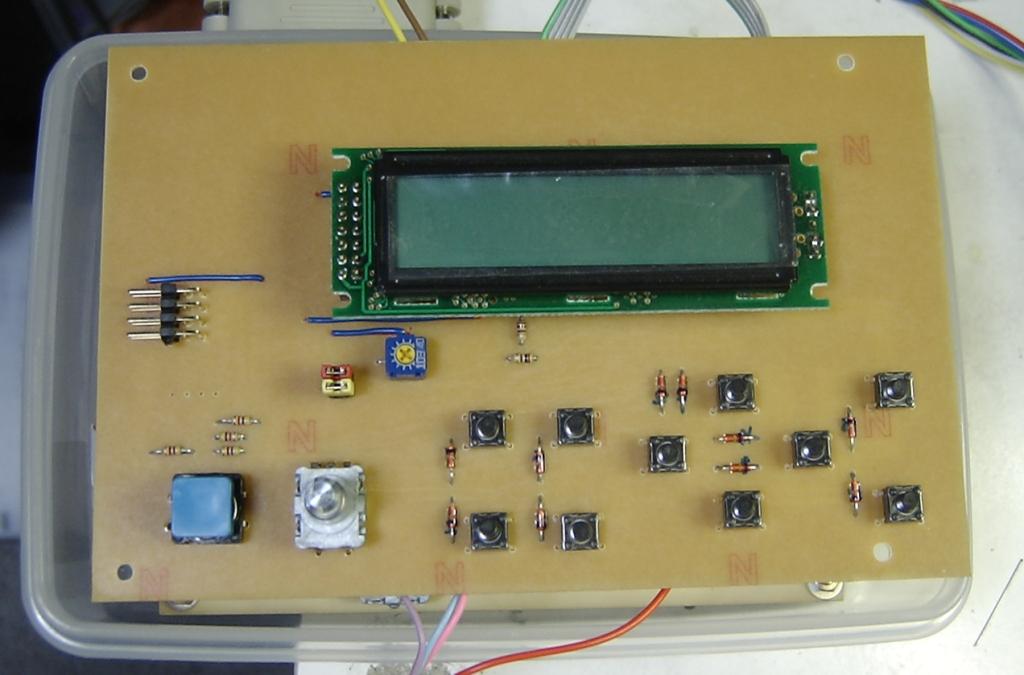
�܂��A�W���O����A���_�����Ȃǂ̊�{�I�ȋ@�\���ł��Ă��܂���B���[�U�C���^�t�F�[�X�����̂́A��ς����Ȃ̂ŁA�܂��܂��A���̂�͉����ł��B
�c�O�Ȃ���A���p���Ȃ�A�V���O���{�[�h�}�C�R���̕�����Ȃ̂ŁA�y���݂Ȃ������Ă������Ǝv���܂��B