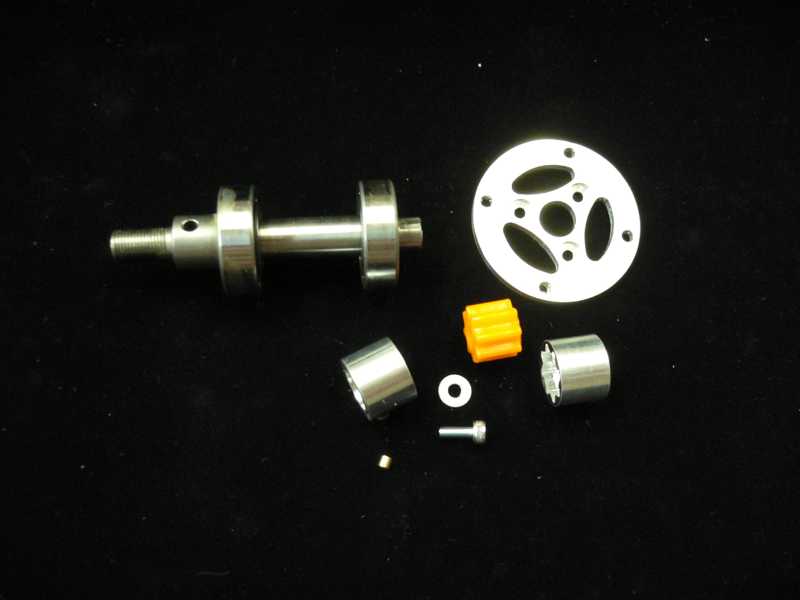
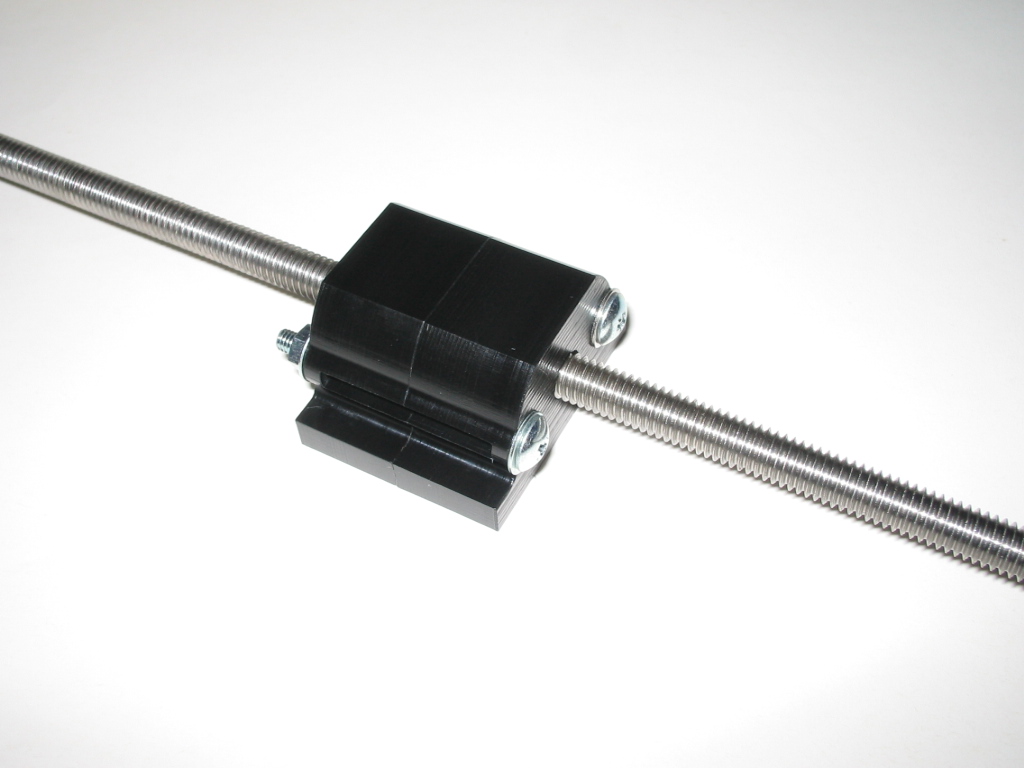
ƒXƒsƒ“ƒhƒ‹ƒVƒƒƒtƒg‚جڈم‚ة‚ ‚éM3‚جƒ^ƒbƒv‚ً—ک—p‚µƒJƒbƒvƒٹƒ“ƒO‚إ2Œآ‚جƒxƒAƒٹƒ“ƒO‚ًٹٌ‚¹چ‡‚ء‚ؤ‚؟‚ه‚¤‚ا—ا‚³‚»‚¤‚بˆت’u‚إƒJƒbƒvƒٹƒ“ƒO‚ًŒإ’肵‚ـ‚µ‚½پB
ƒXƒsƒ“ƒhƒ‹ƒVƒƒƒtƒg‚جڈم‚ة‚ ‚éM3‚جƒ^ƒbƒv‚ً—ک—p‚µƒJƒbƒvƒٹƒ“ƒO‚إ2Œآ‚جƒxƒAƒٹƒ“ƒO‚ًٹٌ‚¹چ‡‚ء‚ؤ‚؟‚ه‚¤‚ا—ا‚³‚»‚¤‚بˆت’u‚إƒJƒbƒvƒٹƒ“ƒO‚ًŒإ’肵‚ـ‚µ‚½پB
‚ظ‚ٌ‚جڈ‚µ‚ھ‚½‚ھ‚ ‚é‚©–³‚¢‚©‚‚ç‚¢‚ھ—ا‚¢‚ئژv‚¢‚ـ‚·پB
ٹ®‘S‚ة–³‚‚·‚éکA‘±‚إچ‚‘¬‰ٌ“]‚³‚¹‚½‚ئ‚«‚ة”M‚ً‚à‚؟ƒxƒAƒٹƒ“ƒO‚ھڈؤ•t‚¯‚ً‹N‚±‚µ‚ـ‚·پB
‚à‚ئ‚à‚ئƒxƒAƒٹƒ“ƒO‚ة“ü‚ء‚ؤ‚¢‚é–û‚ح“”–û‚ب‚ا‚ة’ذ‚¯‚ؤگô‚¢10”ش‚‚ç‚¢‚جƒ^پ[ƒrƒ“–û‚ًژg‚ء‚ؤ‚¢‚ـ‚·پB
ˆب‘O‚ح“à‘¤‚جƒxƒAƒٹƒ“ƒOƒJƒoپ[‚ًٹO‚µ‚ؤ‚¢‚ـ‚µ‚½‚ھٹO‚³‚ب‚‚ؤ‚àŒ„ٹش‚©‚ç–û‚ھ“ü‚ء‚ؤ‚¢‚‚ج‚إٹO‚·‚ج‚ح‚â‚ك‚ـ‚µ‚½پB
|