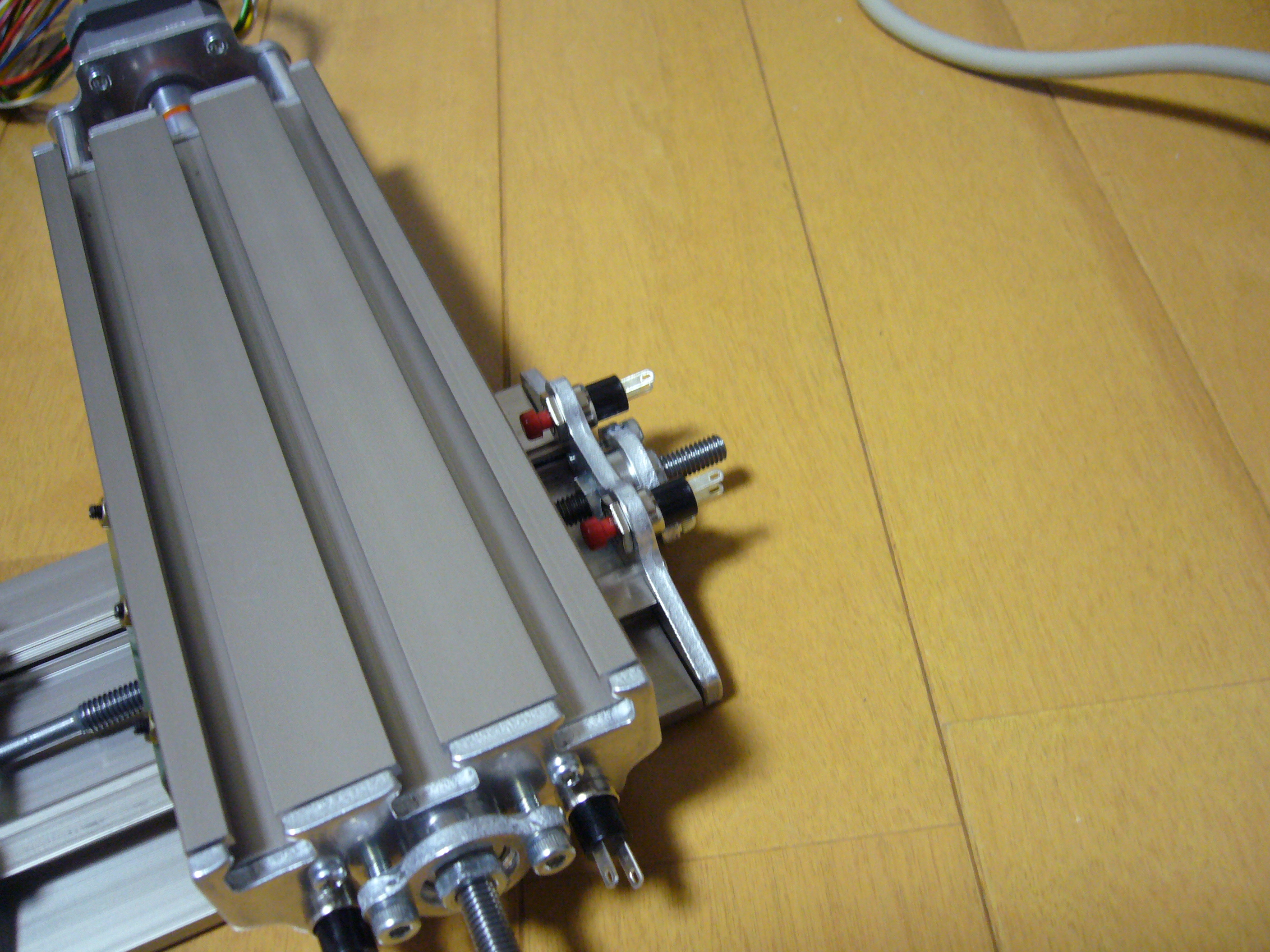
 ‚ح‚¶‚ك‚ـ‚µ‚ؤپA‹X‚µ‚‚¨ٹè‚¢‚µ‚ـ‚·پBچً“ْƒvƒچƒNƒ\ƒ“CNC‚ھ“ح‚«‘üچ،‚à‚‚à‚‚ئ‘g‚ف—§‚ؤ’†‚ب‚ج‚إ‚·‚ھپAYژ²ƒlƒW‚ھƒvƒچƒNƒ\ƒ“–{‘ج‚ة“–‚½‚ء‚ؤ‚µ‚ـ‚¢ƒNƒچƒXƒeپ[ƒuƒ‹‚ھژو‚è•t‚¯‚ç‚ê‚ـ‚¹‚ٌپB–{‘ج‚ة“–‚½‚ç‚ب‚¢‚و‚¤‚ةƒlƒW‚ًژè‘O‚إŒإ’è‚·‚é‚ئچ،“x‚حƒ‚پ[ƒ^پ[‚ھژو‚è•t‚¯‚ç‚ê‚ب‚‚ب‚è‚ـ‚·پBYژ²ƒlƒW‚ج‚ح‚فڈo‚µ•”‚ًگط‚è—ژ‚ئ‚¹‚خ—ا‚¢‚ج‚إ‚µ‚ه‚¤‚©پHپH
‚ح‚¶‚ك‚ـ‚µ‚ؤپA‹X‚µ‚‚¨ٹè‚¢‚µ‚ـ‚·پBچً“ْƒvƒچƒNƒ\ƒ“CNC‚ھ“ح‚«‘üچ،‚à‚‚à‚‚ئ‘g‚ف—§‚ؤ’†‚ب‚ج‚إ‚·‚ھپAYژ²ƒlƒW‚ھƒvƒچƒNƒ\ƒ“–{‘ج‚ة“–‚½‚ء‚ؤ‚µ‚ـ‚¢ƒNƒچƒXƒeپ[ƒuƒ‹‚ھژو‚è•t‚¯‚ç‚ê‚ـ‚¹‚ٌپB–{‘ج‚ة“–‚½‚ç‚ب‚¢‚و‚¤‚ةƒlƒW‚ًژè‘O‚إŒإ’è‚·‚é‚ئچ،“x‚حƒ‚پ[ƒ^پ[‚ھژو‚è•t‚¯‚ç‚ê‚ب‚‚ب‚è‚ـ‚·پBYژ²ƒlƒW‚ج‚ح‚فڈo‚µ•”‚ًگط‚è—ژ‚ئ‚¹‚خ—ا‚¢‚ج‚إ‚µ‚ه‚¤‚©پHپH