おなまえ Eメール 題 名 コメント URL 添付File パスワード (英数字で8文字以内) 文字色 ■ ■ ■ ■ ■ ■ ■ ■
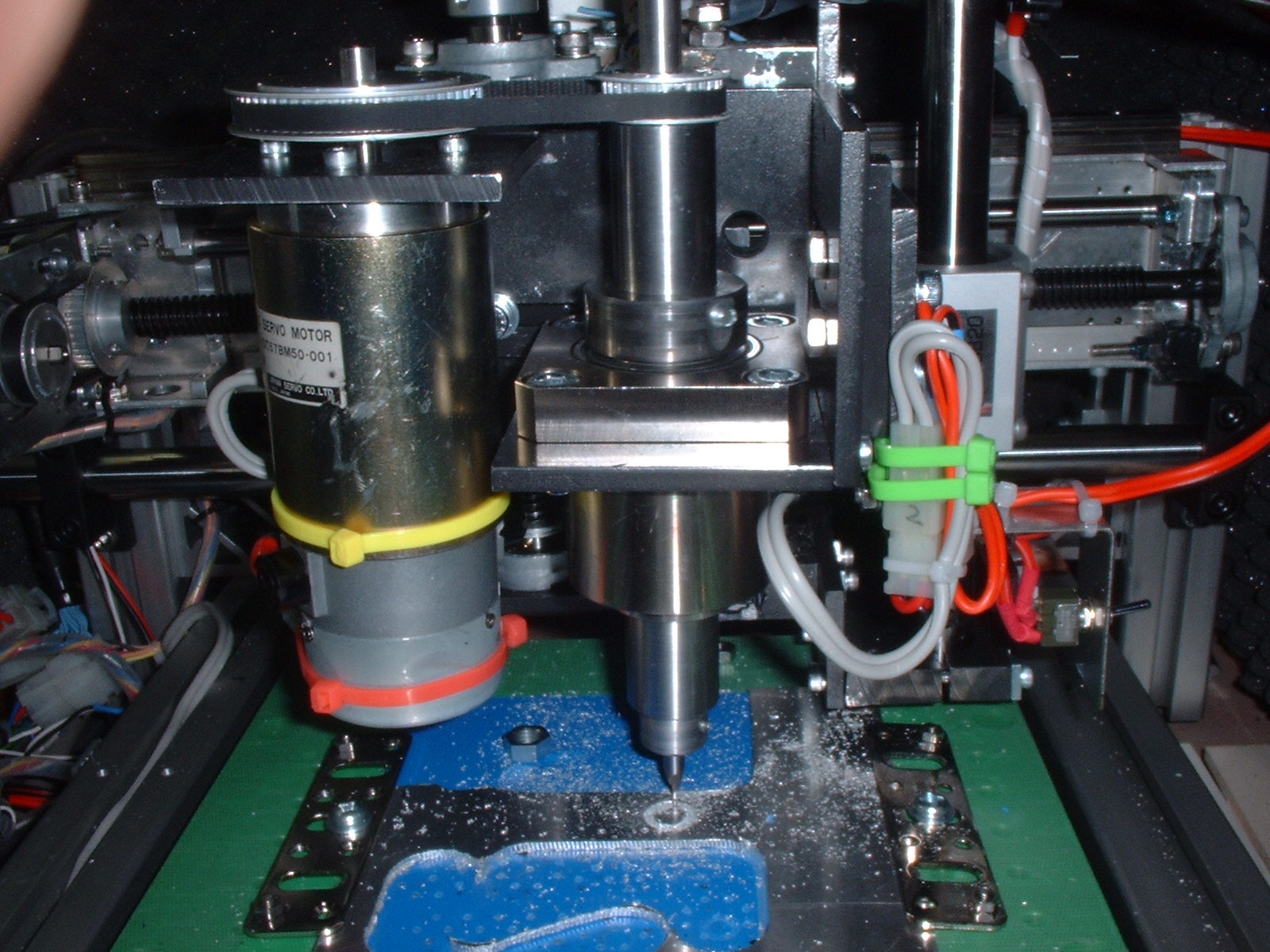
みなさまのお力添えで改造完了しました。スピンドル軸径25Φに6mmのH穴を開けて直接エンドミルをつけてます、3爪とはおさらばしました3.175ようの軸も作って、彫刻するときは軸ごと交換しますmmさんやノンのさんのアドバイスどおり部品をつけたらノイズは全く出なくなりました音もすごい静かです また報告します
1098.pdf コレットの図面です参考にしてください
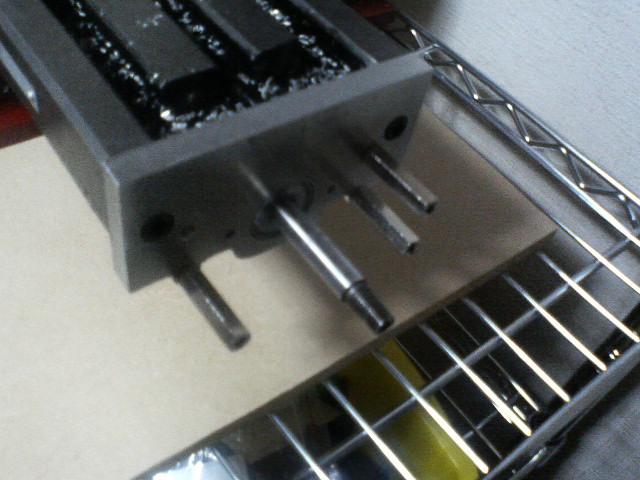
長くなったので別題名にしましたモータHP-Z2213-20 140W (ハイベリオン)の台座を作成中です。夜になったので面取りは明日以降ですね。
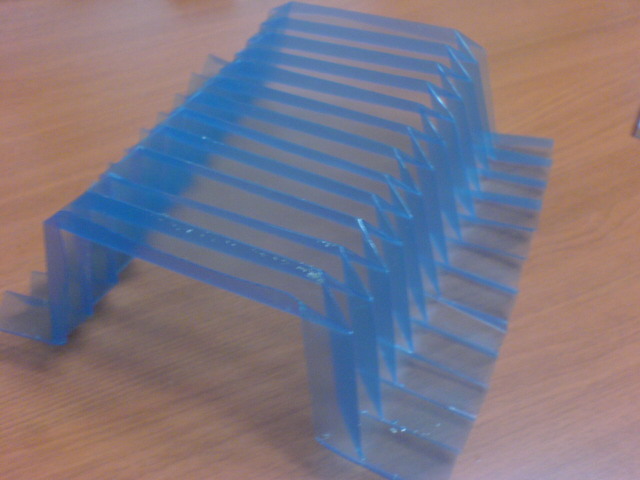
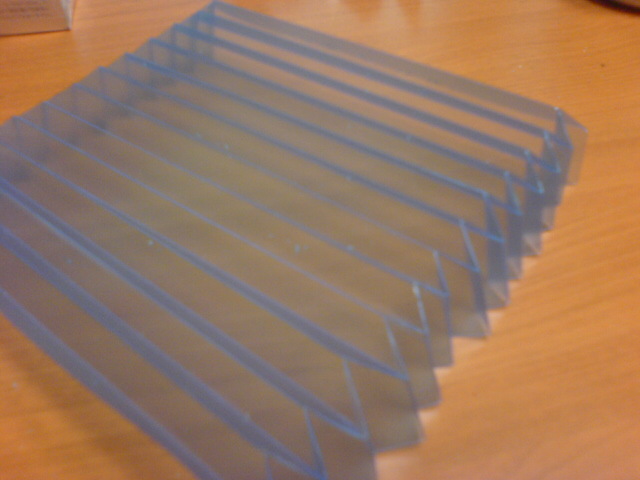
それから悪戦苦闘中の蛇腹ですがこんな形にすると伸び縮みでも浮き上がる事なく丁度良いばねって感じです。寸法はまだプロクソンにフィットしてませんがもうちょっとで出来そうです。
写真です
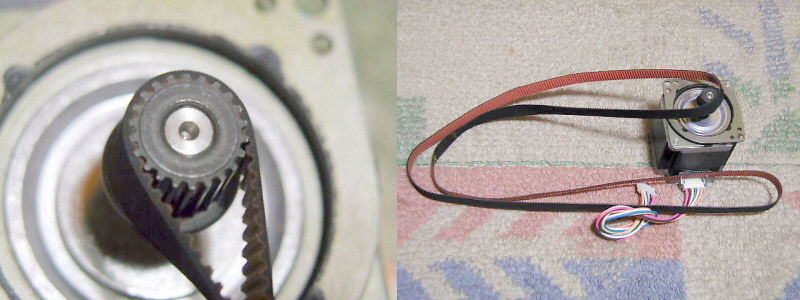
23KM-K144Uのタイミングプーリーの規格が判りました。ユニッタ 1140-2GT-9 685三ツ星 1140-S2M-10 740ツバキ 1150-P2M-10 シナヤカ 820送料 800 でした。結論どれでもそこそこ合いますが、引っ張り方向で少し斜めにすると遊びが有れば判ります。この結果、三ツ星、ユニッタ、ツバキ の順に遊びが少なくなります。半周巻き付けですと更にゴム歯がプーリーに押しつけられて理論上の遊びはゼロです。このプーリーがP2M用であったとすれば、22歯幅10mm、プーリーに半周巻き付けた状態で1000RPMとしますと0.56N・mのトルクで使用でき約60Wの電動容量になります。http://www.tsubakimoto.co.jp/product/detail.html?code=60_1_1_1_7許容伝導張力114N(旧参考値)Ω型にアイドラーなどを配置して、送り装置にすると仮定しますと、22歯ですと1回転で44mmの送り量になり、モータートルクを2Aとして0.6N・mですと、ピッチ半径7mmとして0.6*1000/7=85Nに成ります。推力が大分小さいので、フォームカッターやXYプロッタープラズマカッター等に限定されそうです。
チョット見にくい画像ですが・・三脚を使っていません。
mmさん皆さんこんにちは。12日無事にスピンドルその他もろもろ到着しました。スピンドル良く出来ていますね。もろもろも良く出来ています(おろちさんの直筆入り?)って眺めているだけでは。。モータはHP-Z2213-20 140W (ハイベリオン)アンプはTITAN 30P 30A(ハイベリオン)PCインターフェースコードもついでに電源はDM−33OMVです。近所の量販店でアルミ角板5×300材質不明恐らく6000番台では?を仕入れあとは台座を作るだけ?です。今週中には何とか取り付けテスト研削迄行きたいと思っています。
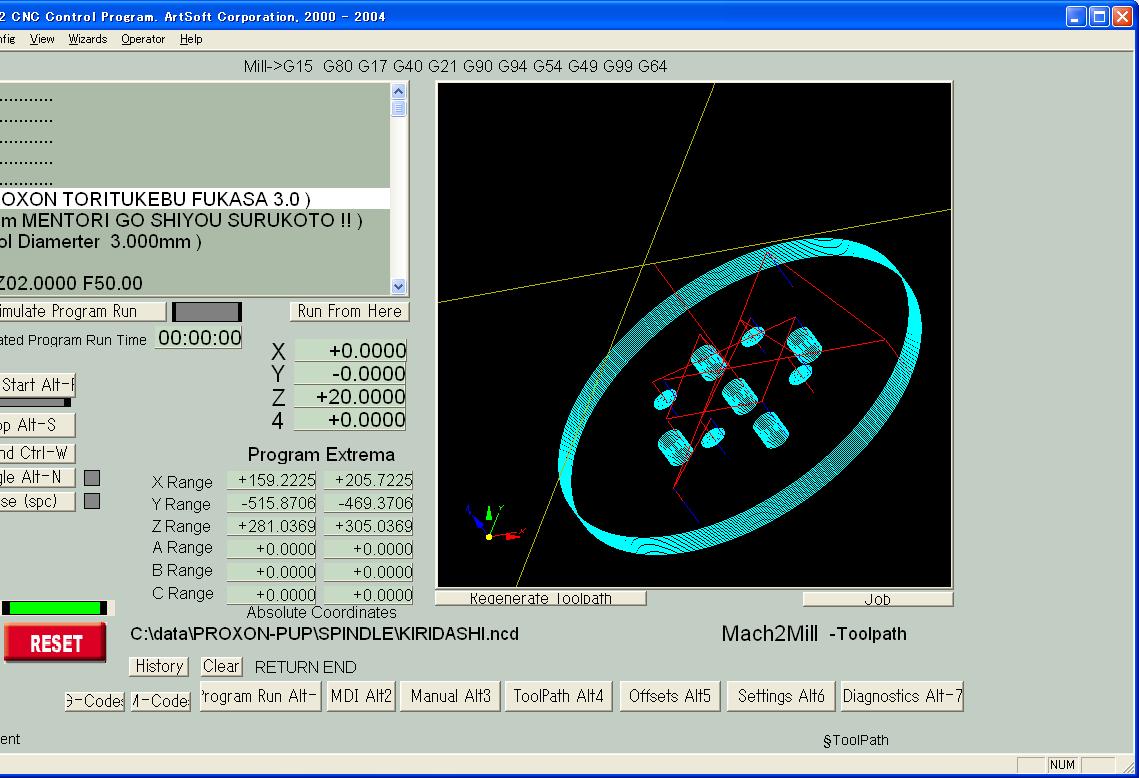
やっとGコードが出来ました。研削したいのですが夜中なのでチョッと無理ですね。HP-Z2213-20用ですが、上手く出来るかな?。
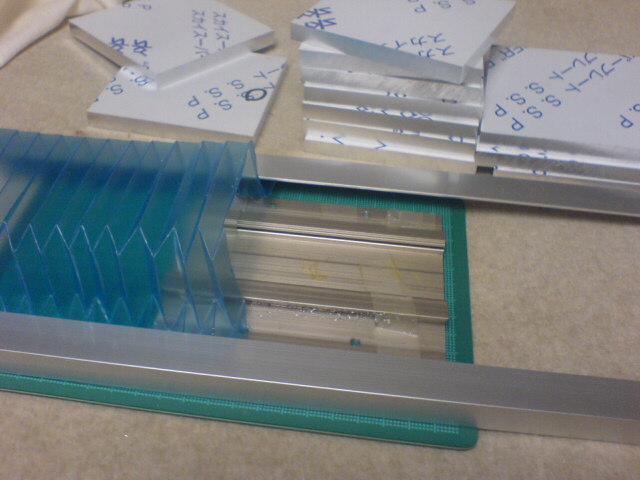
mmさんみなさんコンバンワ。久しぶりに削って見ましたが外周を削った後Y軸マイナス方向の送りが上手く動かずずれてしまいました。送りネジにアルミカスが付着して失敗したみたいですね。上手くいったら裏面面取りで終了でしたが残念。。送り部分を上手く隠すように蛇腹を作成中です。
Usagidanさん有難うございます。今一生懸命に蛇腹を作成中です。こんな感じで色々寸法変えて試してみてます。蛇腹メーカ品だと相当高いので自作ですね。
ニシハマさん このスプレーはよさげですね。 たまには僕もネタを提供します。 今、こんなの作っています。XJ9512のx軸の自動送りです。 まだ2個目のベアリングカバーとカップリングが出来ていませんが^^;
モータは秋月のモータを付ける予定です。 スピンドルも、X2用のベルトドライブキットを買っていたのですが、微妙に寸法が違うので同じようなものを作ってベルト化する予定です。(ギアが五月蝿いのでw) また紹介します。
こんばんはUsagidanさんスピンドルは自作です、ひま爺さん及びmmさんのリンクの皆さんのHPを参考に製作しました。(試作を含め3基位)構造は固定側#NJ201(ころ軸受)#7210C−DB(アンギュラ背面合せ)自由側#6209ZZ(玉軸受)シャフトは焼き入れ加工品チャックはBIG_スタブホルダーを工具屋で購入品です今後の課題はシール部分、ベアリング与圧からの発熱対策(現在1800RPM)で少々暖かい程度目標2500RPMではグリス拡散とハードルが高いです。Usagidanさんも頑張っていますねこれからも宜しくお願いします。
[直接移動] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26]
- Joyful Note -