 IHさん、こんばんは。NKです。
IHさん、こんばんは。NKです。
作っていただけて、本当にうれしいです。
>今、回路図から、部品を拾い出しています、一覧表があると助かります。ピンヘッダーは、L型をお使いのようですが、このタイプの方がいいのでしょうか?
一覧表は、そのうち作りたいと思いますが(eagleが作ってくれるようです)。特別な部品は、ないはずです。1/6W抵抗と、トランジスタ、コンデンサ、LED、整流用の(ショットキー)ダイオードと、オプチマイズのez-mini ARM7でしょうか。抵抗は、秋月に売っている1/6Wで十分です。左上にあるUSBソケットはと、左下にあるMMC/SDメモリカードソケットは、秋月で売っていたものです。
Lコネクタを使っているのは、背を低くしたいためです。特に意味はありません。上と下がつながればいいだけです。あと、真ん中のez-mini ARM7は、丸ピンのICソケットにしてください。
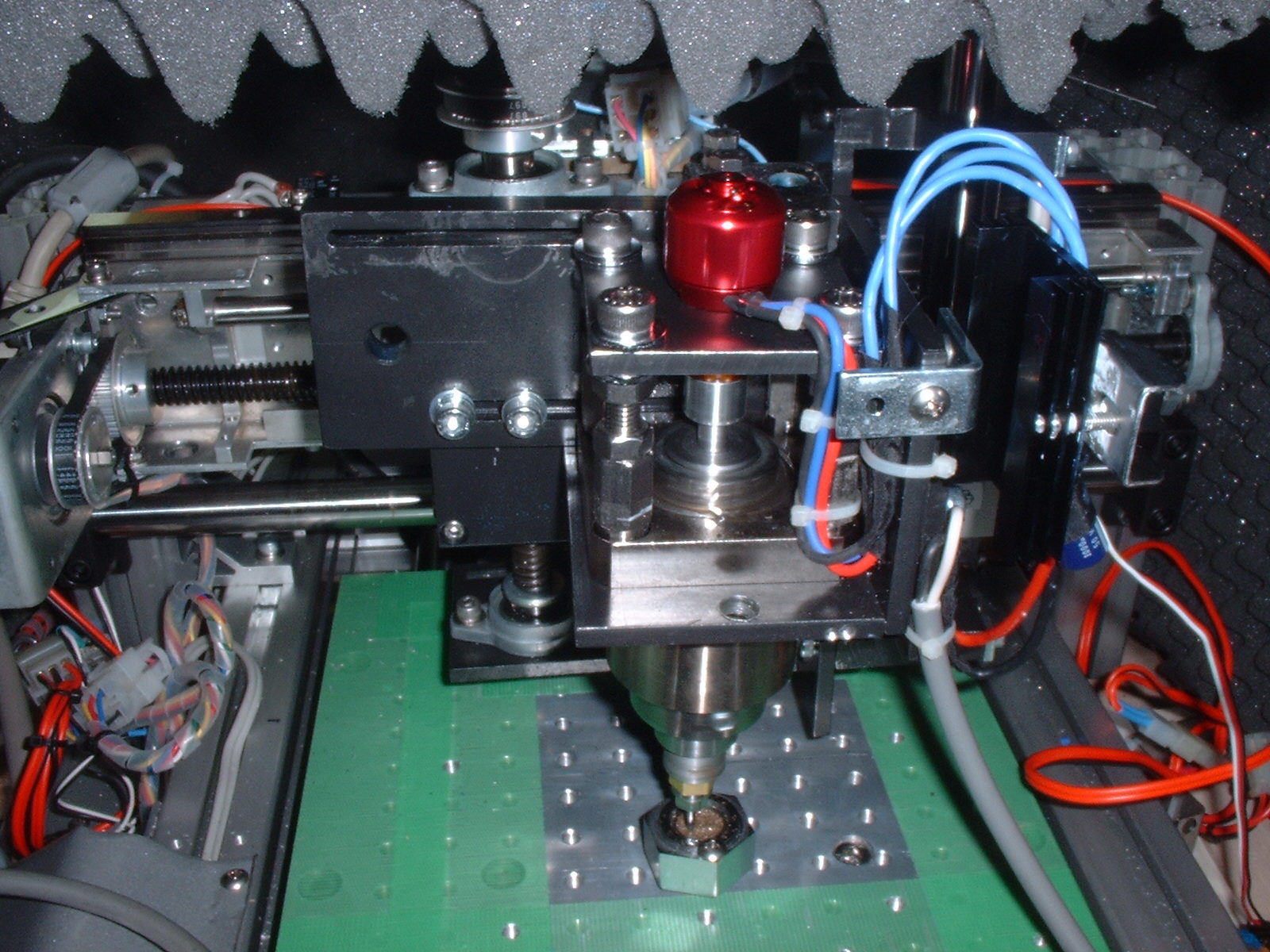
私の方は、ダウンロードCNCの組み立てが終わりました。
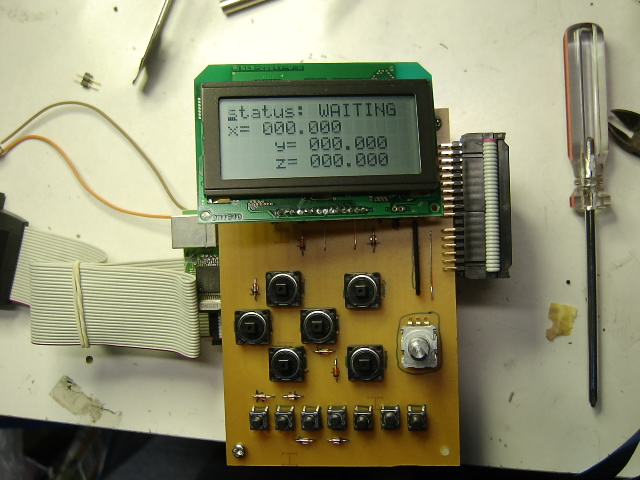
今度は、フォルムのmmさんからいただいたLCDを使っています。
桁数が違うので、位置ずれを起こしていますが、基本的には動いていそうです。
私の場合の制作費は、6~7000円ぐらいでしょうか?コネクタ、ICソケット、スイッチ等の機構部品の購入価格に大きく依存するので、一概には言えませんが。
今後の予定です。
1. ファームの変更が若干必要です。明日以降、変更して実際に動かしてみようと思います。
2. 操作基盤に、改良の余地があるので、修正します。
3. RS-232Cから書き込むための回路を追加、作成します。
以上ができれば、皆さんにも作成していただけるともいます。
|