 NKさん、ニシハマさん、みなさん、こんばんは。CNCでここまで出来るんだと驚いております。いつのまにか基板切削の世界に。。。実は、回転計を持っていないので過去ログにございました回転計を作りたいと考えておりました。過去ログを探していきますと、必要なデータが得られるのがここの過去ログの凄いところです。例の液晶表示のモジュールもかっこいいのですが、たまたまLEDの回転計をご紹介しているページを見つけました。リンクフリーということですので作者の方に感謝申し上げますと共に、皆さまのご参考になればと思います: http://www.geocities.jp/p400w/064_kaitenkei/064_kaitenkei.html で、この基板の切削をEAGLE/CNCでいきなり試運転で試してみました。
NKさん、ニシハマさん、みなさん、こんばんは。CNCでここまで出来るんだと驚いております。いつのまにか基板切削の世界に。。。実は、回転計を持っていないので過去ログにございました回転計を作りたいと考えておりました。過去ログを探していきますと、必要なデータが得られるのがここの過去ログの凄いところです。例の液晶表示のモジュールもかっこいいのですが、たまたまLEDの回転計をご紹介しているページを見つけました。リンクフリーということですので作者の方に感謝申し上げますと共に、皆さまのご参考になればと思います: http://www.geocities.jp/p400w/064_kaitenkei/064_kaitenkei.html で、この基板の切削をEAGLE/CNCでいきなり試運転で試してみました。
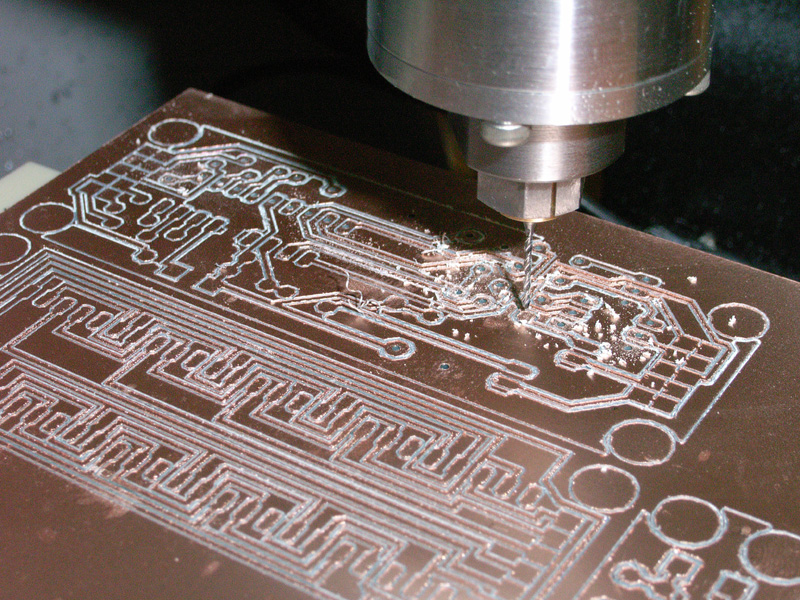
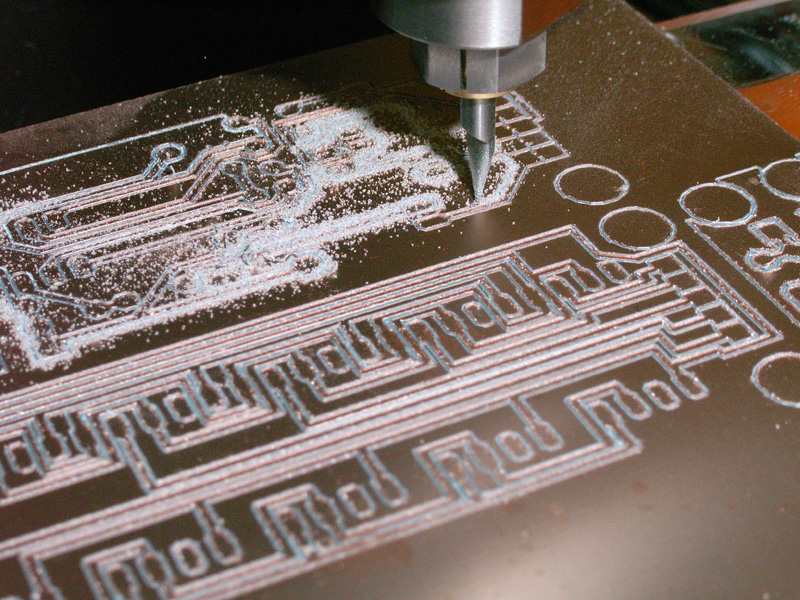
mmさんの超硬1枚刃30度、基板はグリーンエポキシ材です。ハンダづけで楽をしたいという思いからか、少し深めに切り込みました。この切り込みですと刃の減りが早くなり問題でしょうか?ご教授賜れますと助かります。切り込み深さの制御、再現性は難しいとすぐに感じました。この辺、NKさんのおっしゃる基板切削の難しさの1つかと考えております。ご参考までに2枚画像をup致します。切削していた回転数が13000回転であることが後で分かりました。ちなみに、暗くてもよく見えるのでこの回転計便利です。みなさんも1つどうですか。。。過去ログの回転計にも挑戦しようと思います。
|