| ALS7062����2�@���e�ҁF�Q�n�̓c�Ɏ� ���e���F2007/08/13(Mon) 00:05 No.1007 | |
|
�m���m����A�F����A�����b�l�ł��B
�Ƃ肠�����A�o���邱�Ƃ𒅎��ɂ���Ă��������Ǝv���A
�m���m�������ꂽ�e�X�^�[�̃`�F�b�N������Ă݂܂����B
1-5�A3-5�ԁA��������ʐ^�̃e�X�^�[�̃����W��
+-�A-+�Ƃ��ɐV����IC�Ɖ�ꂽ���̂𗼕�����Ă݂��̂ł����A�ǂ�����������ʂɂȂ�܂����B
���̃e�X�^�[���Ɣ�ڐG����1301���炢�ŐڐG�ʓd������ƁA
502���炢�̒l�ɂȂ�܂��B
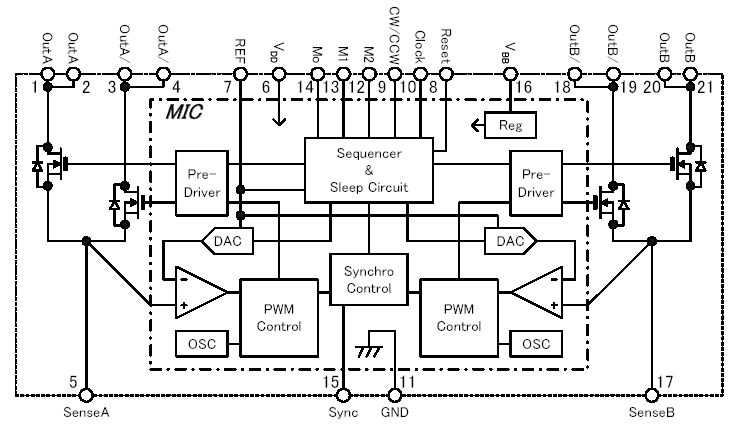
�uA-SA,/A-SA,/B-SB,B-SB �����̓p���[�e�d�s�Ƌt�_�C�I�[�h�ɂȂ�܂��B�v
�����܂���A�ȑO�̃��X�ł��̈Ӗ����悭������܂���B
����́A���W�b�N���̕����ʖڂȋC������̂ł����A
���̊�ՁA�f�l�̎��Œ��������ł����H
�����ƏC���ɏo�����ق����A�������͔����ւ��̕���
�����̂ł��傤���H
|
| Re: ALS7062����2�@�m���m - 2007/08/13(Mon) 11:37 No.1013 | |
|
|
 ������H�ł��B
������H�ł��B
�A�[�X���R�����@�T�C�P�V
���[�^�[���@�P�C�R�C�P�X�C�Q�P
�ł��B
�e�X�^�[�̓_�C�I�[�h����̕����I�[�g�����W�������āA�d���������v��Ղ��悤�ŁA
��ɂ͓d������ꂸ�v��܂��B
�h�b�|�Q�ȏ�̏Ⴕ����t�H��������ŏC�����Ă�����������悢�Ǝv���܂��i�R�X�g�I�ɂ��j
|
| Re: ALS7062����2�@�Q�n�̓c�Ɏ� - 2007/08/13(Mon) 12:45 No.1014 | |
|
|
�m���m����A�����b�l�ł��B
��͂�A�C���ɏo���������ǂ������ł��ˁB
�������܂����B�������A����ł́A��Ռn����ꂽ�ꍇ�́A
�X�y�A�ł��Ȃ��Ƃǂ��ɂ��Ȃ肻���ɖ����ł��ˁB
����ς�f�l�ɂ͓d�q��ՏC���͓���݂����ł��B
�t�H��������A�ċx�݂��Ǝv���܂����Amail�����o���Ă������Ǝv���܂��B
AKIRASYSYTEMS���������}�ʂ��݂�ƁA74HC05���A����H
�Ȃ̂ƁA8�ԃs��RST�ɕ��������肪�A���Ȃ̂ŁA������
�m�C�Y�������Ē��˂Ă���Ƃ���ƁA7062�S�ł̉\���������ł��B
|
| Re: ALS7062����2�@hirorin - 2007/08/13(Mon) 22:38 No.1015 | |
|
|
������
RESET��H����Ƃ������͒ʏ�l�����܂���B
���̉�H�͂V�O�U�Q�̓d�����Z�b�g��H�ł��B
�l�l����̏��ł킩��Ȃ��ꍇ���ʓI�ɂ�����ɖ߂��ė��܂����I
�d����s����ȉ�H�łȂ��ƃg���u���̌��ł���
|
| Re: ALS7062����2�@�m���m - 2007/08/14(Tue) 00:11 No.1016 | |
|
|
�h�b�̐��i��A���Z�b�g��H�ƌ������Ƃ͍l�����܂���B
��Ԃ͓d���̃C���s�[�_���X����
��Ԃ̓��[�^�[�̘R�k���A�N�^���X���̑��ƍl���Ă��܂��B
�Z�p��������̔����ł�
�u����VDD���C���̃m�C�Y�ɒ��ӂ��ĉ������B
VDD���C���̃m�C�Y��0.5V�ȏ�ɂȂ�Ɛ��i���듮�삷��ꍇ������܂��̂ŁAGND�p�^�[���̈����ɂ͏\���ɒ��ӂ��ĉ������B
���iGND(11Pin)������VDD�nGND(S�|GND)��VBB�nGND(P�|GND)
����ƃm�C�Y�ጸ���ʂ�����܂��B
�g�p���Ȃ�Logic���͒[�q�iCW/CCW,M1,M2,Reset,Sync�j�́A�K��VDD����GND�ɐڑ����ĉ������B�I�[�v���Ŏg�p�����ꍇ�ɂ́A���i���듮�삵�܂��B
Logic�o�́iMo�j�[�q���g�p���Ȃ��ꍇ�́A�K���I�[�v���ɂ��ĉ������B
�A�o�����V�F�G�l���M�[�̊m�FSLA7060M/MB�V���[�Y�ɂč̗p���Ă���d�������p����Əo�͂�MOSFET�̑ψ�����T�[�W�d���i�����M���O�m�C�Y�j�����i�Ɉ�������ꍇ������܂�
�{���i�́A���̉ߓd����z�肵�ď\���ȃA�o�����V�F�ϗʂ�����MOSFET���g�p���Ă��܂��B
���̂��߁A�ʏ�̓T�[�W�d�����������Ă���薳���g�p���邱�Ƃ��o���܂����A���[�^�̃n�[�l�X�̈����������ꍇ���i�d���M���M���Ŏg�p�����ꍇ�́A���Ђ̑z������A�o�����V�F�G�l���M�[�����i�Ɉ������鎖������܂��B
���̂��߁A���@�]���̒��ŕK�����i�Ɉ�������A�o�����V�F�G�l���M�[���m�F���ĉ������B�v
�Ō�̍��ڂ͂�����Ɩ����ł����E�E�d�����C���Ȃǂ͕������Ă��܂��B
|
| Re: ALS7062����2�@�Q�n�̓c�Ɏ� - 2007/08/14(Tue) 01:36 No.1017 | |
|
|
������B
�v���̕����A�����������ĉ��������̂ł����A�����������������ƂƁA�Ⴄ�����̂悤�ȋC������̂ŁA�����ŁA��������������Ă��������B
�i�����Ă�����������e�͎��ɂ͕��s���ŕ�����܂���j
�u8�ԃs��RST�ɕ��������肪�A���Ȃ̂ŁA�����Ƀm�C�Y�������āv�Ə������̂́A�ǂ��炩�Ƃ����ƁA�ǂ����̉�H�Ƃ̃V���[�g���Ə������ق����悩�����Ǝv���܂��B
����̈�A�̃~�X�͖w�ǂ����̐ڐG�ɂ��V���[�g������
���Ǝv���܂��B�d���͊m���ɕs����Ȃ��̂��g�p���Ă��܂������A�j���O�͈��肵�Ă��܂����B
�d�����C���̂ǂ����ƐڐG���āAIC�����˂��̂��Ǝv���̂ł����A�ُ킪�N���Ă���AIC���������A�d���������ċN�����āA
���̑��̉�H������Ă��܂����̂ŁA�Ȃ����Ă����H
����V���[�g���N�����A����ė����̂ł͂ƒP���ɍl���Ă��܂����B
���̌�̐����ɂ́A����ȊȒP�ł͂Ȃ������Ȃ̂ŁA����͂����ƕ����Ă���T�d�ɏ������݂����Ǝv���܂��B
�����͏��Ȃ����������ʼn��Ƃ�����Ă���̂ŁA�ꔭ�̔j����
���ɒɂ��ł��B�d�C�̏ꍇ�͂���ȊȒP�ɂ����Ȃ����A������ꏊ�����������Ȃ������̂ŁA�f���ŐF�X���������Ă��������܂������A�������������Ă��珑�����݂����Ǝv���܂��B
|
| Re: ALS7062����2�@hirorin - 2007/08/14(Tue) 20:01 No.1026 | |
|
|
������
reset�̃��C���Ɉُ�d���������Ă��܂����Ƃ������Ƃł����H
���̏ꍇ�͑S�ł��L�蓾�܂��ˁI
|
|