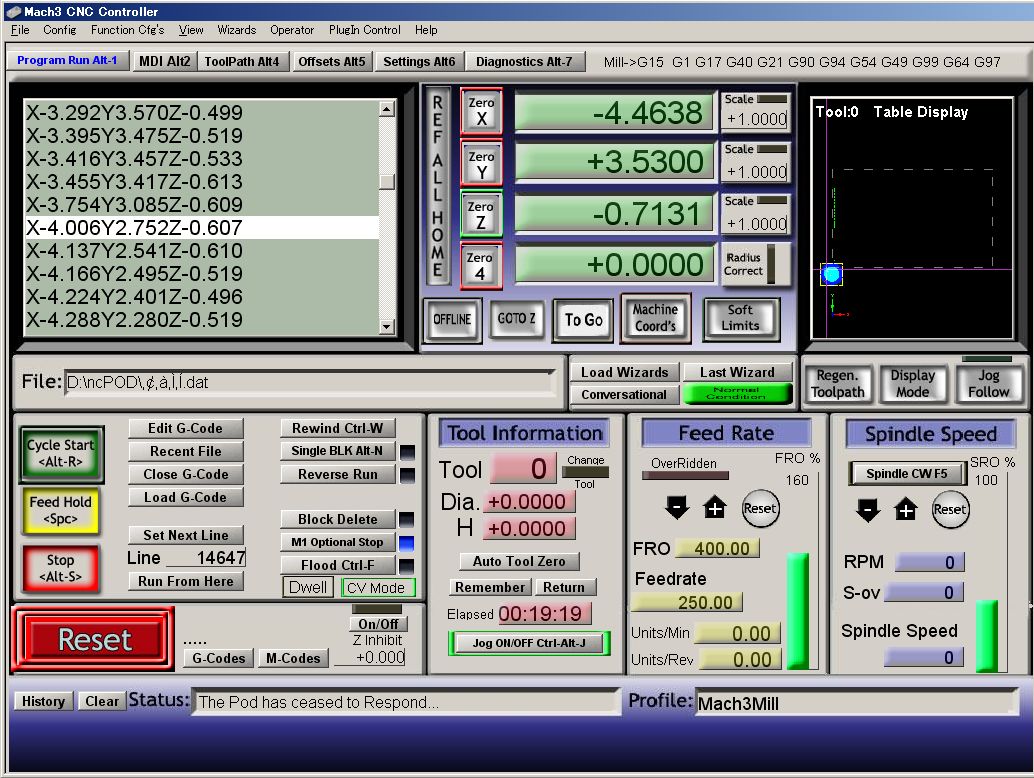
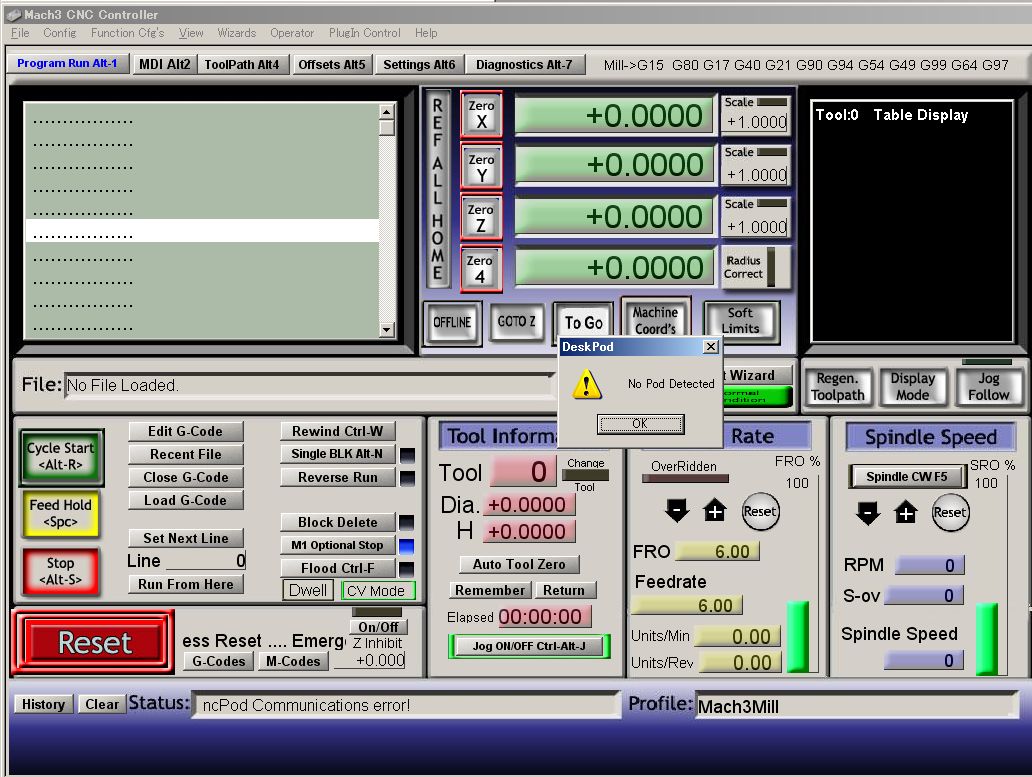
「工具経路グラフィックスがプロセッサーを停滞させるので、それは起こります。私には、正確な同じ問題がありました。私はマッハ最適化ファイルをダウンロードして、リストに載っているすべてを再検査しました。私もBIOSにて、より多くのメモリーを私のビデオカードに割り当てました。これは、割り当てる?のを助けました。切っている間、DO NOT ROTATE?は工具経路です。切っている間、アートソフトは回転から工具経路ウインドウをロックしそうでした。また、走っている間、速くスクリーンを変えないでください。私も、そのジョギングが問題が拡大されるモードに繋がるとわかりました。」
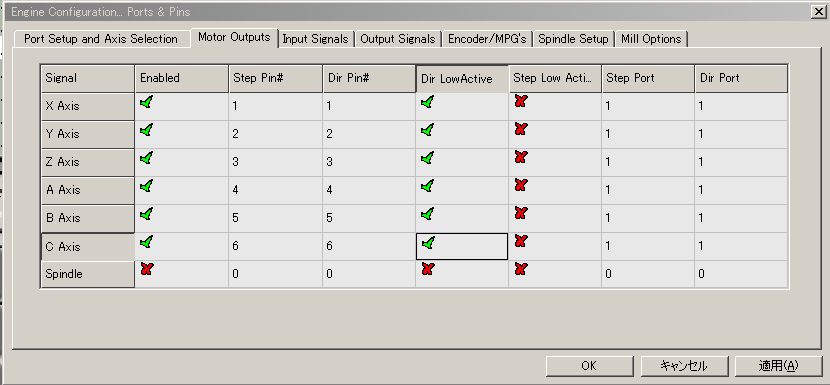
Output-A spindle output (PWM) Output-B Pin3 of Mach3 Output-C Currently Not Supported Output-D Pin2 of Mach3 Output-E Pin1 of Mach3 この部分Estopとが矛盾します Output-F Pin4 of Mach3
pins 1-6 conform to MAch3 pins 1-6 of port 1 Input-1 Take note that pin 1 is Estop, Input-2 Input-3 Input-4 Input-5 Input-6
<SDカードに全部送り動かす方法を教えてください> メーカさんの説明では次を目標にしているようです。 「SDカードにファイルを保存できます。 USB 2.0 comインターフェース(SDカードのどんな容量でも、OKです。 1MBにつきおよそ30秒の機械加工時間に成ります。 256MBのSDカードは、およそ2時間の機械加工時間です。) Part is completed even if Host computer loses communiactions)」 しかしUSB機能がうまくいっていないようです。