おなまえ Eメール 題 名 コメント URL 添付File パスワード (英数字で8文字以内) 文字色 ■ ■ ■ ■ ■ ■ ■ ■
みなさんこんにちは。Mach1で教えて欲しいので、ご存知の方、よろしくです。最近CNC1号機のHDDが異音(風鈴のような綺麗な爽やかな音)がします。ジャンクHDDでしたからしょうがないですが、まだましなジャンクHDDに交換します。アクセスが可能な間に、Mach1の諸々パラメータを取り出したいのですが、それが保存されてる処がどこかご存知の方、よろしくお願いします。色々と設定を変えたので、最後どうしたか覚えてません。すでにHDDを外してしまいましたので、HDDデーターはUSB接続でリードします。も一度繋ぎなおして設定を見たらなんて言わないで。2KでドライブCで運用してます。
714.txt おはようございます。NKです。今はmach1を使っていないので、確かではないのですが。mach1とmach2以降では、設定の保存方法が違ったと思います。mach1では、Windowsのレジストリに保存しているようです。Windowsレジストリの[HKEY_CURRENT_USER\Software\Mach1]以下を見てください。前は、regedit.exeで、レジストリをファイルに書き出し、移行したような...参考までに、私が移行につかった、レジストリファイルを添付します。ひま爺さんには、まったく役にたたないでしょうけど。。。問題は、HDDから取り出す方法ですが...
こんにちはひま爺さんMach1は添付の項目でレジストリーの保存ができます。適当な場所に保存しコピーしておいて設定を反映させたいMach1がインストールさせたパソコンで書類をダブルクリックすればレジストリーが変更されます。私は色々保存しておいてたまにしか使わないCNCで利用しています。試してみてください。
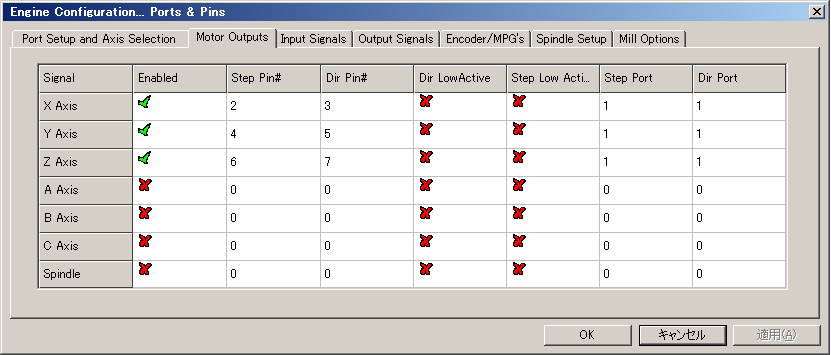
皆さん、お世話様です。前回は長レスですみませんでした。何とか、モータが回りました。試しにmach3を入れてみて、その時に、何とかエンジンのインストールが始まって、デバイスマネージャを見るとそれが新規であったので原因はこのエンジンをMACH2の時はインストール拒否してしまったのだと思います。mach3でピンを調べたら1.2vくらいですが3番が確かに反転しているので反応するかと思ってやってみました。諦めないでよかった・・。ところで次なる問題が発生しました。モータの回転が反転しません。設定を色々いじくっては見たものの変化がなく、同じ方向に回ります。これはcw ccwの設定をどこかでやるのですか?前レスを探せばあるかもしれないですが、すみません、誰か教えてください。それではないなら、山洋のモータなのですが、この配線が合ってないのでしょうか?
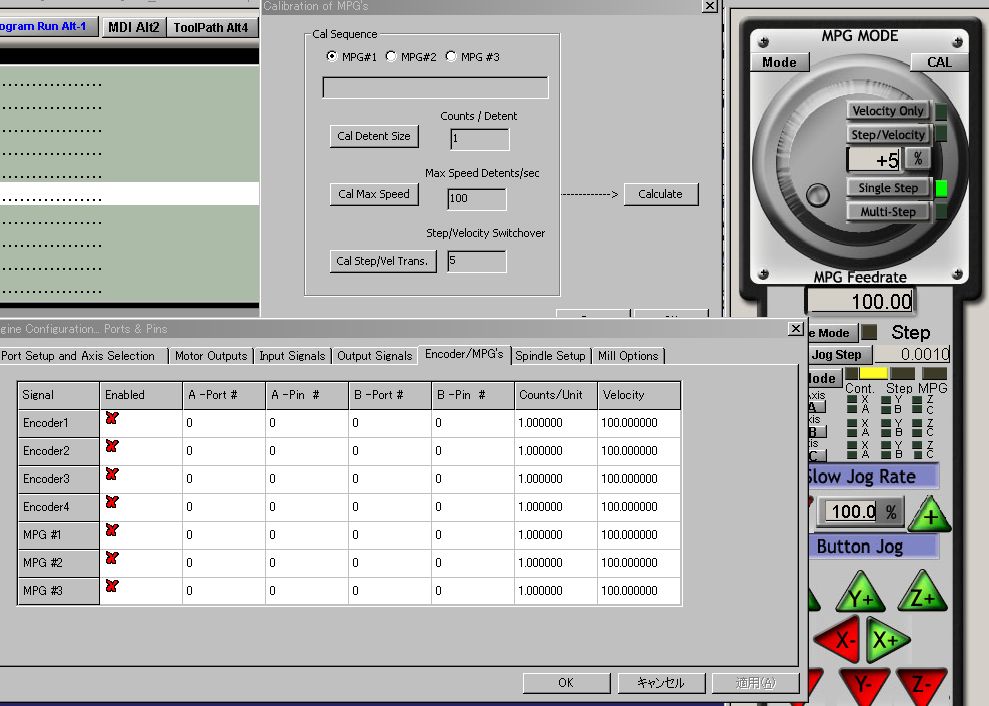
おはようございます。NKです。「config」メニュー→「ports&pins」の、添付画面です。Dir pintとDir portの設定を見直してください。
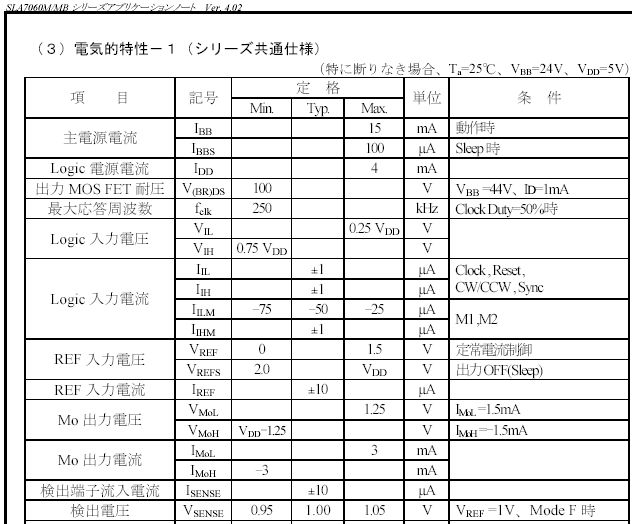
ICの入力関連諸元です。Mos素子ですから「25%〜75%」の1μAとインピーダンスが高く。出来ればフォトカプラのトランジスタタイプ、ベース接続有り無しやダーリントンタイプ1段目を取り出せるタイプ、入力の極性を無視できるACタイプなどがありhttp://www.semicon.toshiba.co.jp/product/opto/selection/coupler/list/photocoupler_transistor_output.html「ACベースTLP630」「ダーリントンベースTLP571」「ICベースTLP551」「ダイオードトランジスタダーリントンTLP553」「ダイオードトランジスタTLP512」「ダーリントンベース抵抗TLP371」フォトカプラは内部の光量が少ないので、伝達できるエネルギーが少ないのですが、受光素子は「(高速)フォトダイオード>フォトトランジスタ>ダーリントン(低速)」にした物などがあります。(速度低下はベースの蓄積によって起こるので)フォトトランジスタはコレクタベース間だけを使えばフォトダイオードと同じように使え(光電流は少ない)、外部にトランジスタで受けると内部のフォトトランジスタより高速動作が出来ます(電流増大)。またダーリントンになった物も初段だけ使えば、より高速に成ったりします。ドライバICについてTD62382、TD62591、TD62597、TD62387等がこの分野で使いでがあります。
皆さん こんにちは以前に質問でお世話になりました、CNC自作中のリンですが、最近、パルス入力型のステッピングモータドライバも試してみました。ステッピングモータ(は、静止時にも通電しておくと、どんどん発熱が大きくなりますが、静止トルクなどが必要ないとき、停止時の通電を控えるのはSLA7062のようなドライバのsleepはMACH2の設定ではできない模様ですが、みなさんステッピングモータ発熱はどのようにされていますか?停止時の通電を控える制御なしで、そのままつかっているのでしょうか?(すごくアツアツになります)まえまえから疑問です。よい方法があれば教えてください。
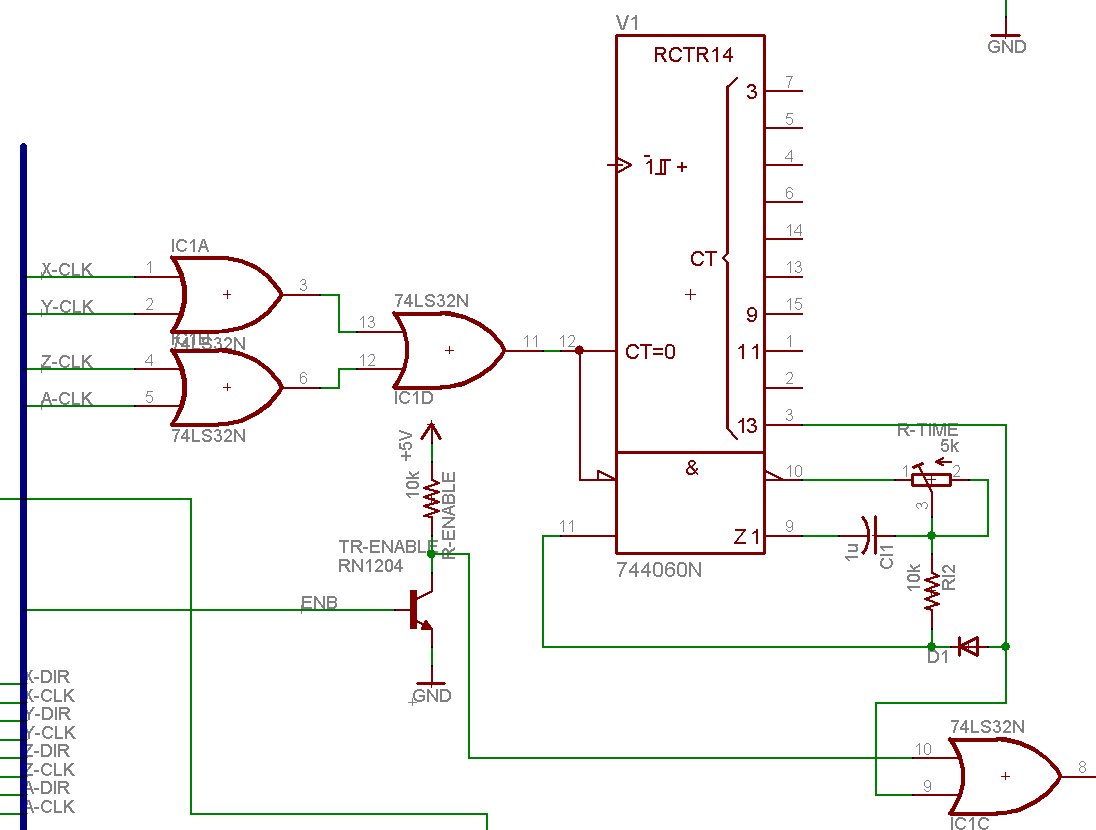
リンさん、みなさん、今晩は。NKです。>みなさんステッピングモータ発熱はどのようにされていますか?基本は、熱くならないような電流に設定することです。プロクソンCNCだと、電流を流さなくても、十分なトルクが得られるので。また、G-CODEの最後に、M30を記述しておき、machの設定でM30の時にenableをoffにするようにすると、G-CODE実行後に電流が下がります。さらに、私はステッピングモータドライバ基板を自作しています。自作の基板では、一定時間入力がないと、自動的に電流が下がるような回路を組み込んでいました。今では、上記二つの方法で十分なので、組み込んでいません。
管理人様 皆さま はじめましてフライスX-3を買ってしまいました。使い方は買ってから考えようと、使い始めたんですが、水平線一本を引くのが精一杯で、斜線や円を思い浮かべると真っ青です。CNCを自前で作ってらっしゃるサイトを見つけ、、少しは望みを託して構想を膨らませています。とりあえずCADだけは仕事で使っています。DXFデータをGコード化することに成功したとして、CNC基板の選定で愚問があります。フライスの3軸を動かすモーターは高速でハイパワーなものをと選んでいくと、ハーモニックギヤ付きモーターが頭に浮かぶのですが、お使いになっている方が非常に少ないのに気付きました。これは、PCの応答速度に限界があるからでしょうか?このあたりの疑問を解いてから、先に進みたいのですが、教えてください。よろしくお願いします。
どなたか、ジョグダイヤルを接続された方は居られますか?うちは持っていないのでまだ繋いだことはありません。
[直接移動] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28]
- Joyful Note -