みなさん、今晩は。NKです。
みなさん、今晩は。NKです。
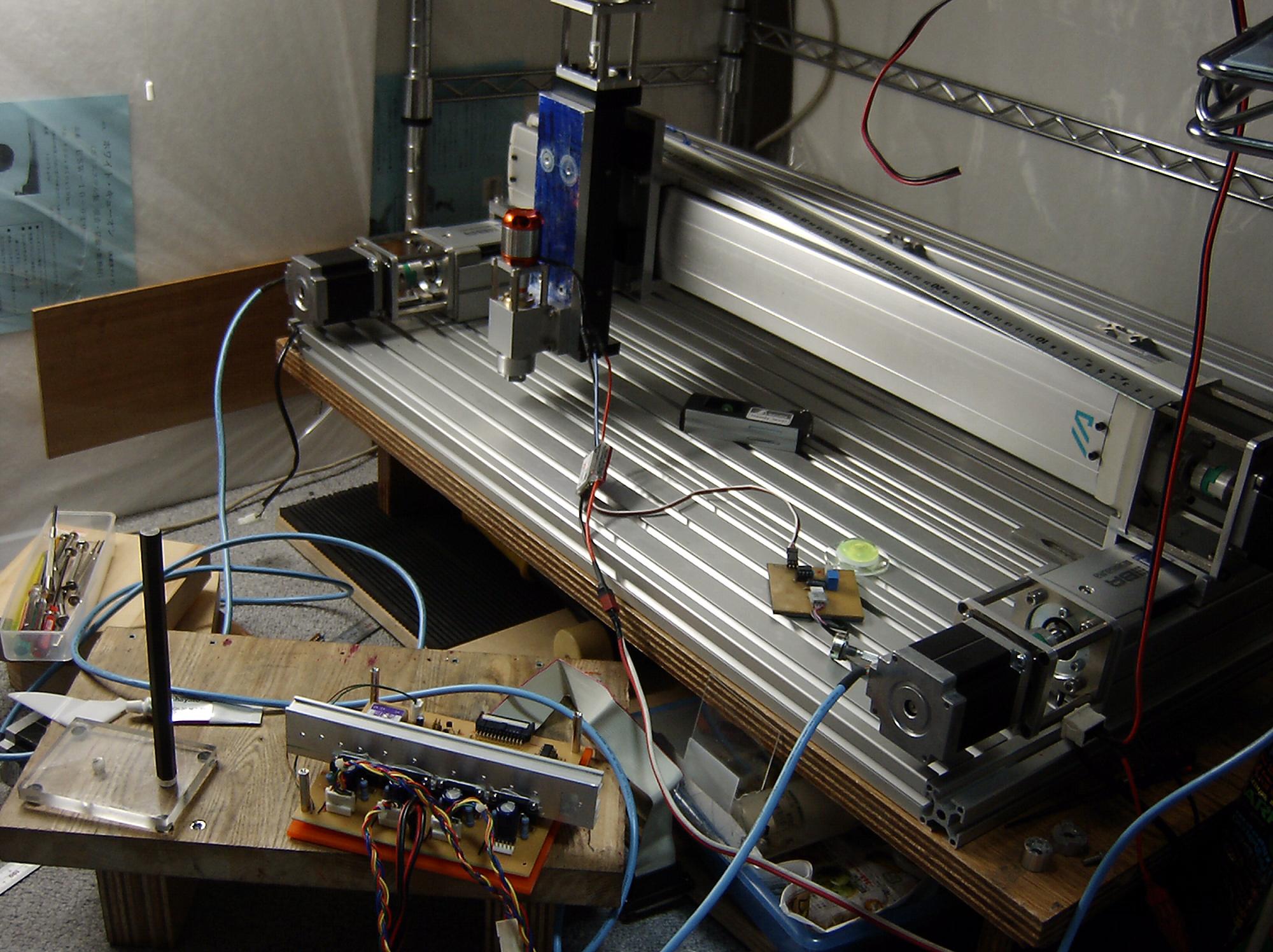
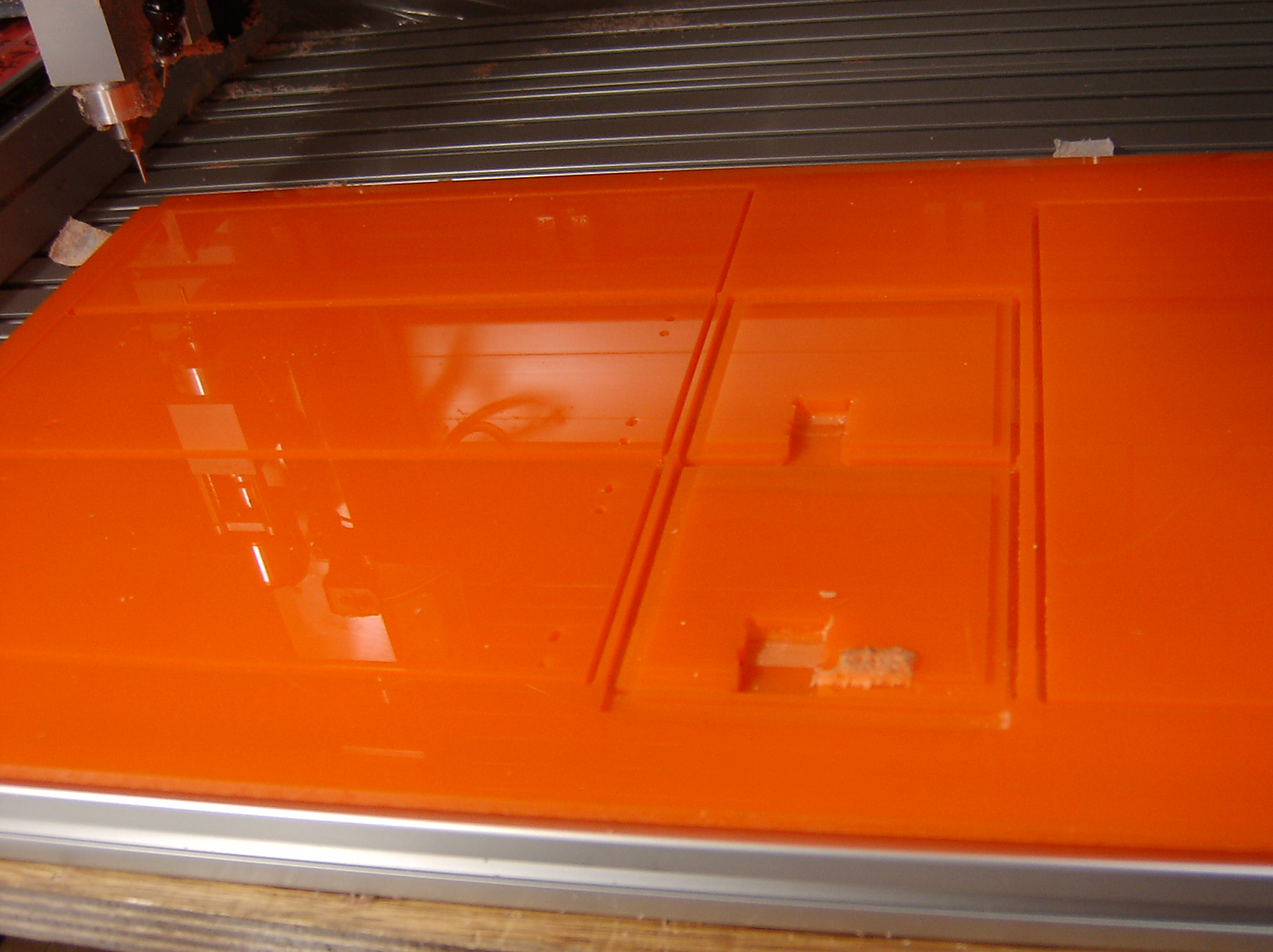
半年間すこしづつ作ってきた大きなCNCの、組み立てがほぼ終わりましたので、投稿します。
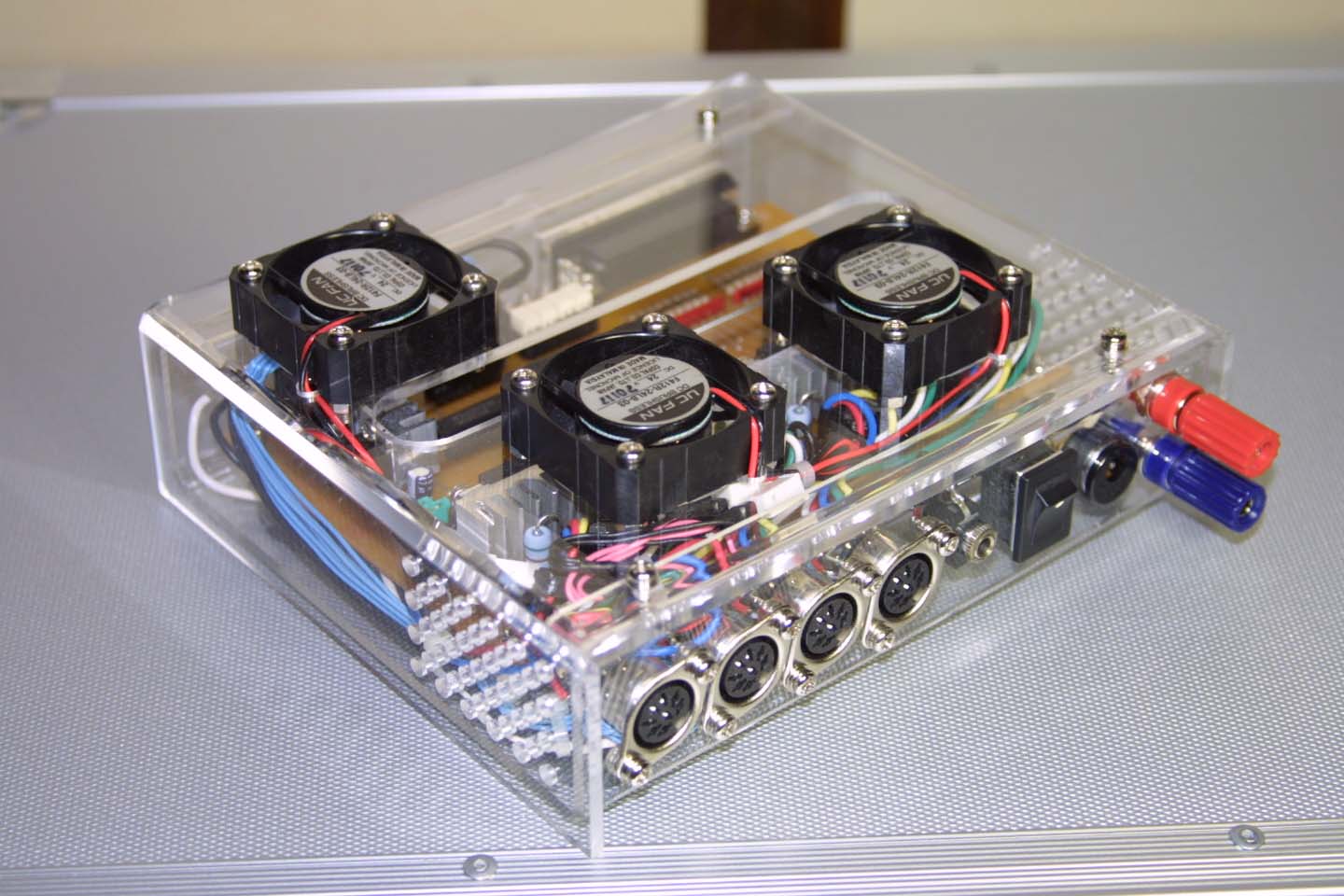
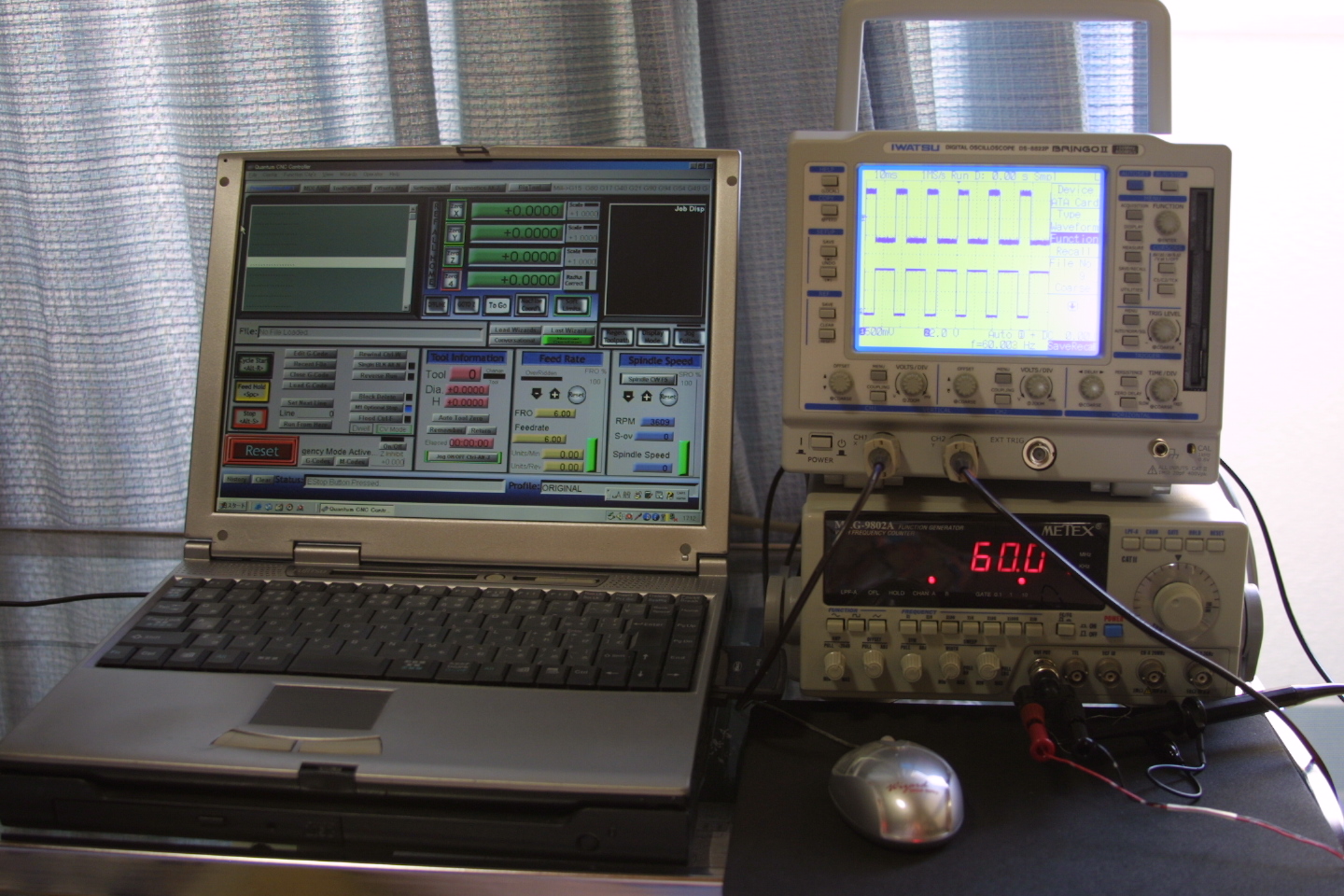
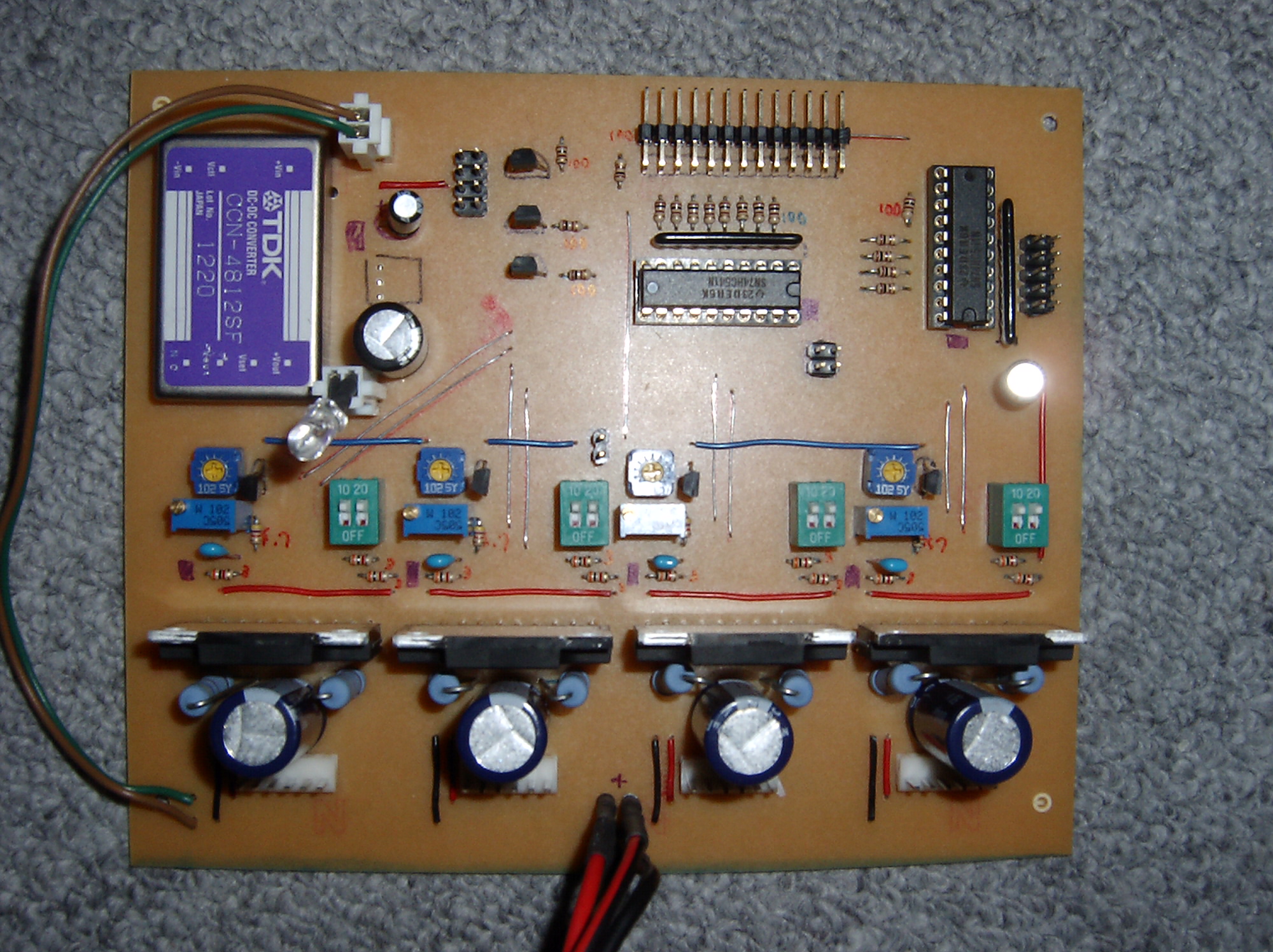
加工範囲は、500x300ぐらいあります。単軸を4本使い、小さな部品はプロクソンマイクロフライスCNCとボール盤で作りました。モータは、秋月のジャンクモータを4つ(Y軸のみ2個)です。Y軸に2個のモータを使っている関係で、ドライバー基板は専用の物を自作しました。
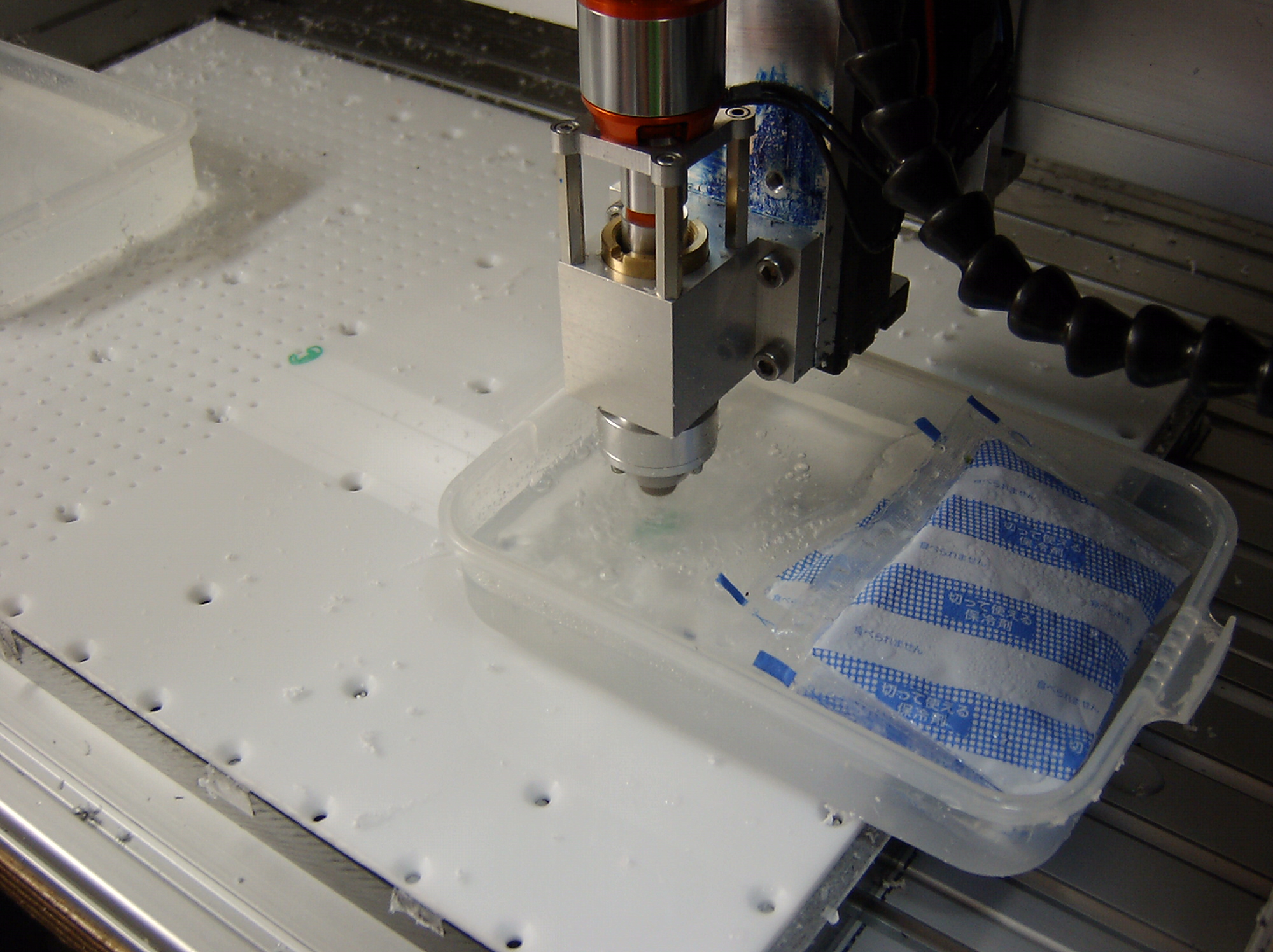
これから、電気配線、調整、バキュームテーブル作りと、まだまだやることはたくさんありますが、ひとまず大きな山を乗り越えて、ほっとしています。
3年前までCNCという物の存在すら知らなかったところからここまでこれたのも、皆さんからいろいろ教えていただいたおかげだと思っております。どうも、有難うございました。