おなまえ Eメール 題 名 コメント URL 添付File パスワード (英数字で8文字以内) 文字色 ■ ■ ■ ■ ■ ■ ■ ■
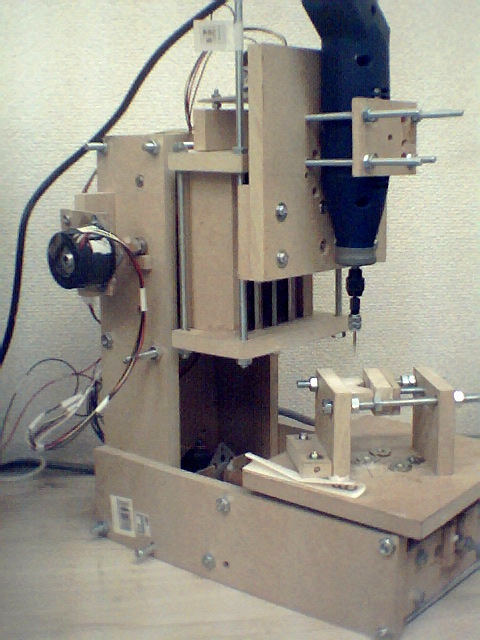
はじめまして。ときどき拝見させていただいています。当ホームページに刺激を受け、作成してみました。(制御はUSB-IOというものを使って、ソフトは自作)当初、プロクソンマイクロフライステーブル + CNCセットを買うべきか悩みましたが、とりあえず、予算の関係で自作してみました。とりあえず、彫れるようにはなりましたが、剛性不足からか、深く彫ることができません。また時間もかかります。ますますプロクソンマイクロフライステーブル + CNCセットがほしくなってしまいました。ところで、先日アップされていた印鑑専用CNCは販売の予定はありませんか?
今日最後に彫ってみた実験の印鑑です。16.5ミリ直径です。約50分かかりました。とりあえず、彫ったまんまに朱墨だけ塗ってみました。今日はテストしてみましたがほとんど失敗ばかり。一旦はあきらめて、プロクソン買おう!と思いましたが、ちょっとだけ加工速度を遅くして、スピンドルの回転を上げたら(ものすごくうるさい)、今日はじめて、ある程度形になりました。
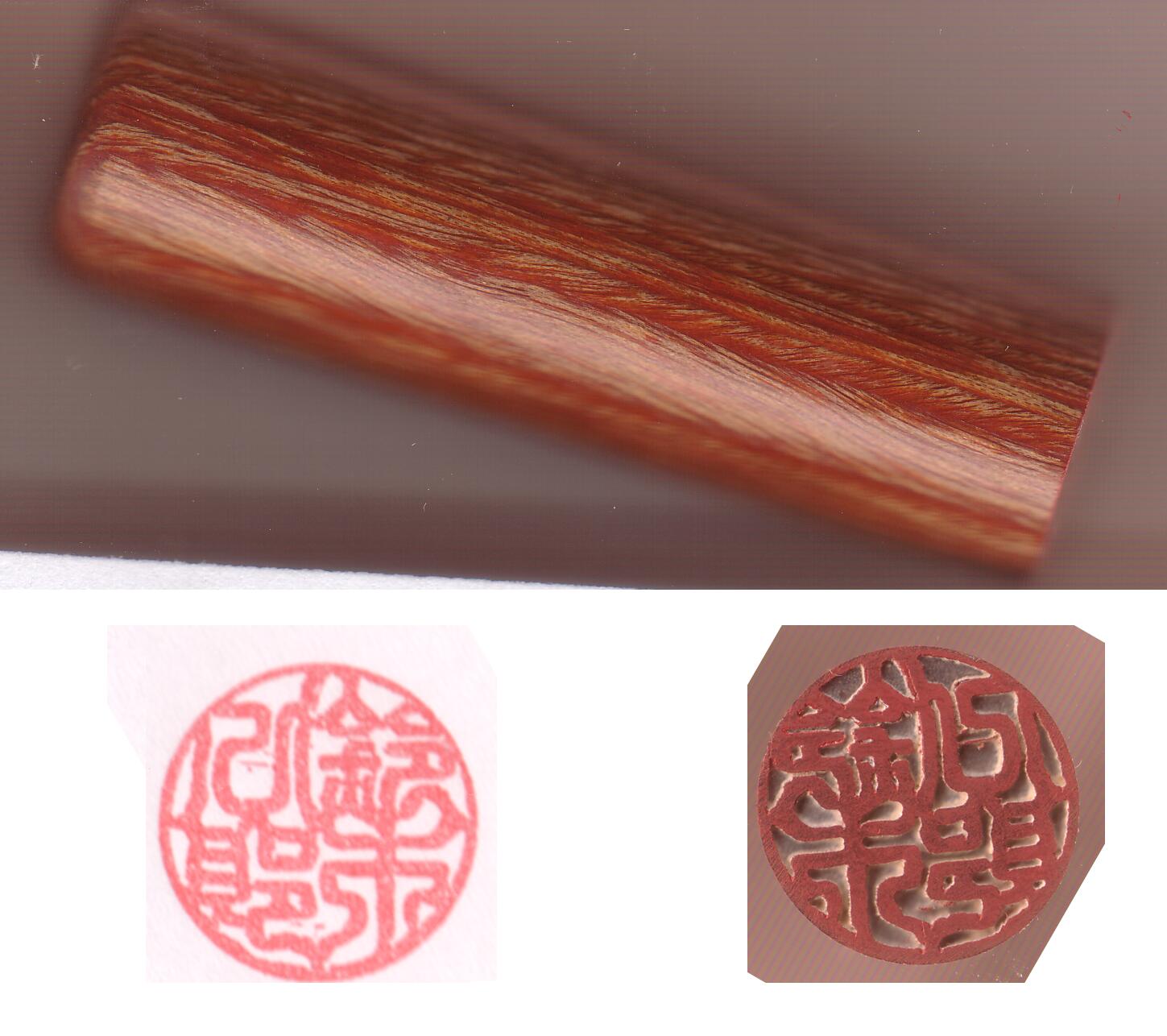
こんにちは はんこやさん加工品のご紹介有難うございます。印鑑の文字良いですね文字は手書きで作っているのですか?材料は木なんですね細かいところもカッターが入っていますねどんなカッターを使っていますか?私はアルミ加工は50度の超硬1枚刃を使っていますロウ石などは4つ目きりの様なカッターで加工しています。写真は友達にもらった15φのロウ石を加工したものです印鑑加工機は昨日配線しテスト加工中です
mmさん。15φでここまで細かい加工しているんですね。さすがです。カッターは、買った印鑑彫刻機用のものを使っています。4つ目きりと同じような感じですね。(自作機は、買った彫刻機でできない大きなサイズを加工する目的に考えています。)文字は普段は、買った印鑑彫刻機に付属のソフトをベースにタブレットを使って手書き修正かけています。(見本は、商売用でないので、ほんのちょっとしか修正していません)mmさんの印鑑加工機も楽しみです。
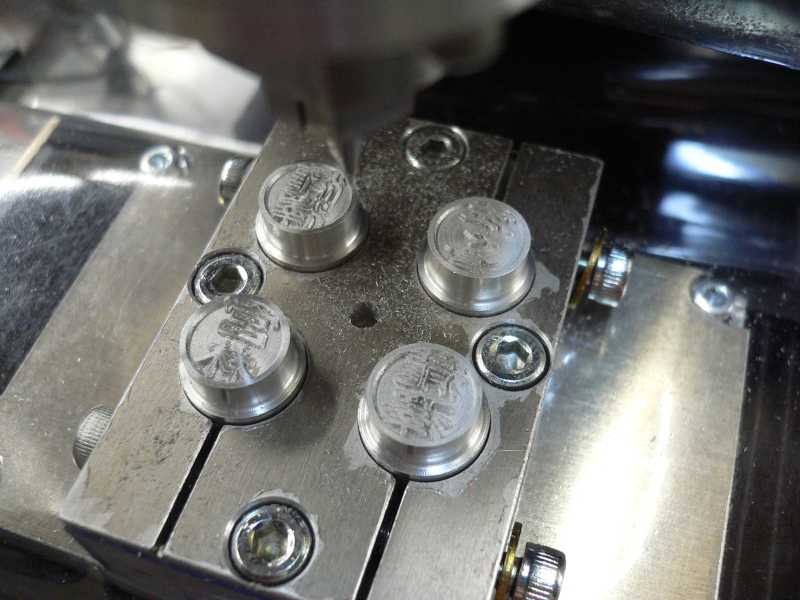
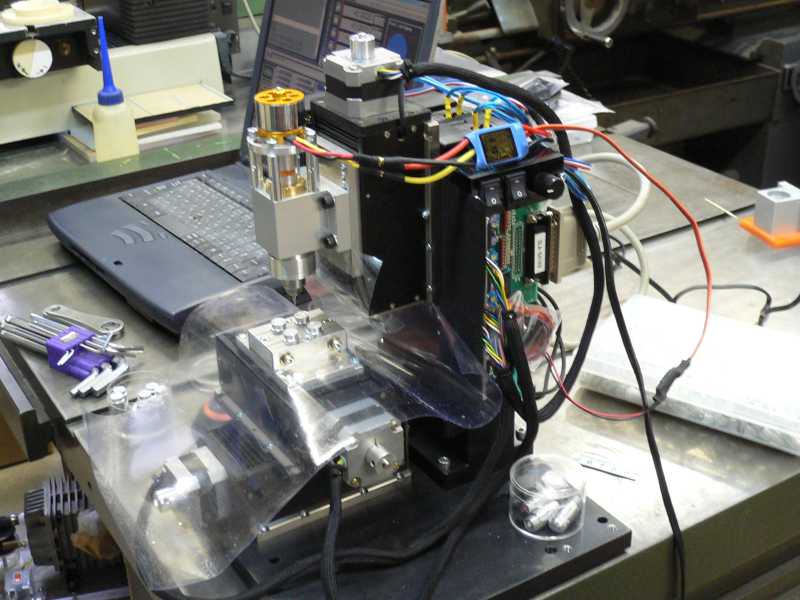
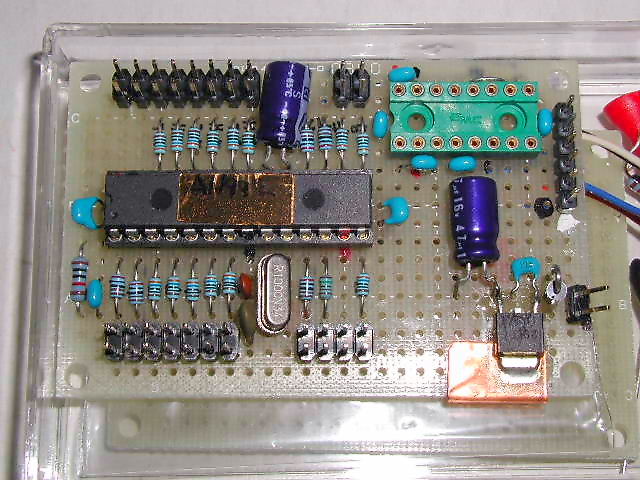
こんにちはカッターの写真有難うございます。私も同じようなカッターを作っています。印鑑加工機のテスト写真です。印鑑面10mm4本で加工時間は30分くらいです。
配線など手抜きなのでぐちゃぐちゃです
側面はプロクソンのA軸で加工しています。場所が出来たら専用の物を作るつもりです
みんさん、こんにちは。久々の書き込みです。CNCのお買い物ページにブラシレスモーターが追加されているのに最近気付きました。ブラシレスモーターのコントローラがRC用のものを流用していますが、CNC用のコントローラができないかななんて思っています。Machとうまく連動できるようなもの・・・最近、ブラシレスモーターの制御とか3相PWMとか色々と調べているのですがなかなか理解できません。この辺詳しい方はいらっしゃいませんか・・・ノンノさんなら詳しいのかなと思うのですが・・・
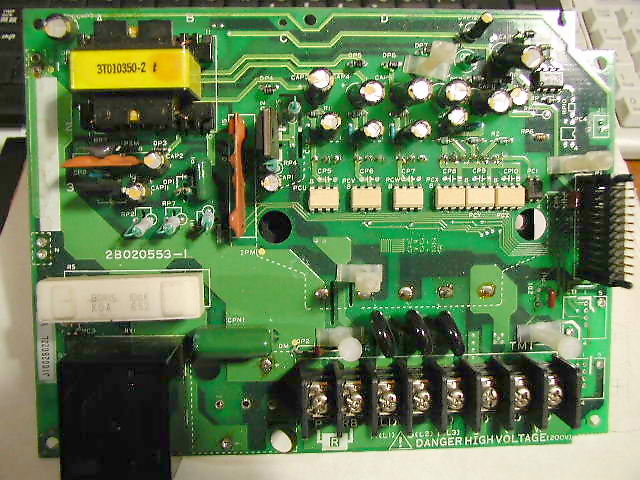
ARM7は非常に高性能と聞いています。144,64共に6PWMを持っているので3相コントロールが出来ます。dsPICは1000〜1400マネーくらいですが6PWMと2PWMを持つので力率コントロールとブレーキコントロールが出来ます。いったん書き込んでしまうとほとんどのピンがI/OになるのでMPUの部分は簡単なボードになります。ただ、ソフトがマイクロチップからリリースされている部分の整合性が今ひとつ解らなくて止まっています。この基板で 6PWM出力、2PWM出力、COM入出、FALT異常、ON/OFF、FOR/REV、Vb電圧、IM電流、POT設定、SA、SB、SC(センサレス位置)の信号です。
この基板はビスが転がり込んで、3相ブリッジのところで爆発しました。ブリッジを取り外すと、ほかには異常がなかったので実験用です。IPM は MIG20J103 400V-20A-IGBT でTLP559 のフォトカプラで駆動されます。このときカプラ発光側のドライブは1端が電源かGNDに繋がるハイスピードドライブです。100AクラスのMIG100J201HC(以前現品COMで1000プライスでした)でもこのカプラでドライブできます。それ以外では TLP350 等が使えます。
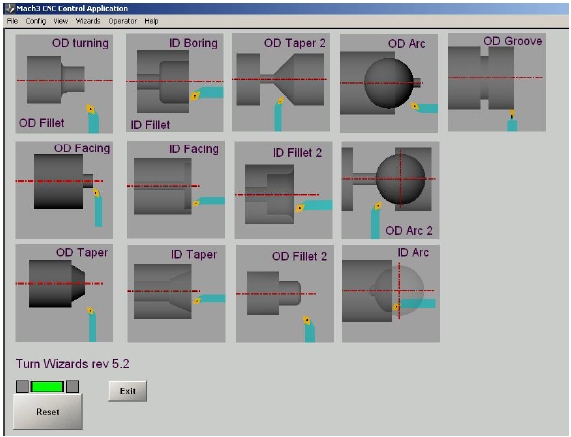
mmさん 先日はアドバイスありがとうございましたプロクソンのテーブルを使ったミニ旋盤が、やっと動かせるところまできました。Mach3Turnのネジ加工も何とか成功して加工のパターンも増えました。スピンドルモーターは多摩川の高速タイプでドライバーはテクノドライブ製です最高回転数は3200RPM程度ですが、高速域では1サイズ小さいモーター(60角)の方が良さそうです。ネジ加工の様子は、工作室の掲示板からご覧いただけますので、お時間があれば見てください。
mmさん こんばんはデータの作成は旋盤用NCエディターも使ったりしますがMach3TurnにはCAMも付いているので、パターンのある形状なら簡単に出来そうです(ネジ切以外はまだ使っていませんが)WT3NCの旋盤用も作る予定ですが、ずーと先になりそうです。
皆さん、1月以来のご無沙汰です。そのときにお披露目したcncですが、本日やっとPCにて作動いたしました。ここ3ヶ月間は電気自動車を製作していたので、cncの製作に手が回らなかったので、時間がかかってしまいました。cncの方は夕方からもう8時間ほど連続で動いてます。CAMソフトも入手したので、これからいろいろと試してみたいと思います。machもまだ解らない所が多いので、皆さんにお聞きすることもあると思いますが、よろしくお願いします。
ttp://www.mitsuboshi.co.jp/japan/catalog/dendo.htmlここから入って[かみ合い伝動]「ダウンロードページ」「スーパートルクタイミング伝動(V163SN-C)」と進みますと詳しいデータのページにゆきます。しかし歯形はパテントで詳しく載せていないようです。「スーパートルクタイミング伝動(V151ST-C)」こちらのほうが詳しく書かれています。ダウンロードには登録が要るかもしれません。Sシリーズは谷が逆アールですが、ツバキのPシリーズはディンプル型で谷が順丸型です。ピッチの小さいベルトは最大幅が小さいのですが幅が許せば(幅は伝達力と関係)ピッチの細かい方がプーリー径が小さくでき伝達もなめらかになります。(いわば、ずれない平ベルトです)
558.zip こんばんは私もXL等のプーリは作ることが有りますがS3Mは細かいですねためしに書いては見たのですが1mmのカッターで加工するとしてもベルトの角が当たる底の角を逃がすとだいぶ形が変わりそうです。間違えているかもしれませんがDXFで添付しておきます
560.txt かなちび さんはじめまして、MISUMIにCADデータがありました。参考になればと思います。谷部に若干のRがあるみたいです。
561.lzh すみません添付ファイルがTXTになってしまいました。再添付します。
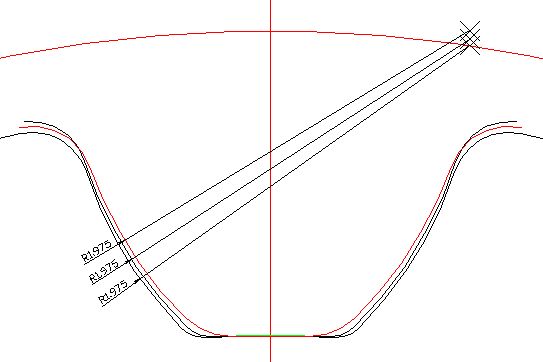
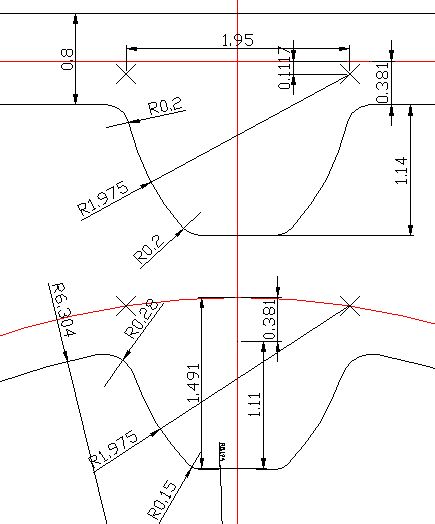
564.zip それなりに書いてみまして。不明確な点はあるのですが0.3mmを想定するとこうなりました。
ミスミの図はこれを0.0に書いているので少し形状が違いますがどれが正しいかは解りません。
ただ書いてみたくなって書いたのですが、(14歯です)寸法的に合わせただけで根拠は有りません。(歯形は公表されていなくて難しいと聞いていました)一番簡単にはスミスさんや工具商さんから買うのが早いのでは・・噛み合うときベルトが歯面を蹴るので摩耗も考慮して、うちでは鉄製を選んでいます。
[直接移動] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28]
- Joyful Note -