|
 //www.artsoftcontrols.com/forum/index.php?topic=1658.0
//www.artsoftcontrols.com/forum/index.php?topic=1658.0
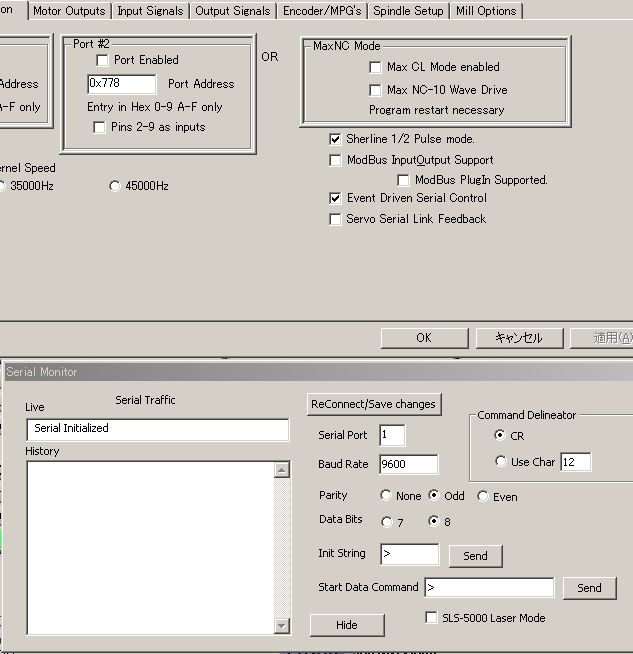
'First thing to do to enable Mach to talk and receive input from a micro is to click on 'config/ports & pins'
' and select event driven serial control.
'Next go to 'config/serial monitor' and configure the port,baud rate and click parity = none checkbox
'Click 'reconnect/save changes' button and then restart Mach.
|