|
 �߂��̓d���ɂ��Ă����g�����X���������A�R���قǒ�d���Ă��܂����B�p�\�R���ǂ��납�A�����g�����i��ː��̂��߃|���v���g�p�j�A��ςȖڂɂ����܂����B
�߂��̓d���ɂ��Ă����g�����X���������A�R���قǒ�d���Ă��܂����B�p�\�R���ǂ��납�A�����g�����i��ː��̂��߃|���v���g�p�j�A��ςȖڂɂ����܂����B
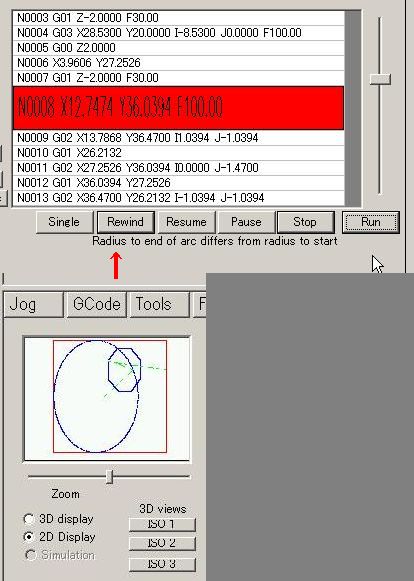
��͂�A�ǂ�CNC�������悤�Ȋ����Ȃ̂ł��ˁB���f���̏ꍇ�A���������������Ă��i�~�ʕ⊮�ł��Ȃ��j�A���\�A�X���[�Y�Ȋ����������̂ŁA����Ȋ����œ����Ă����Ƃ����Ǝv���̂ł����B
�������A�p���ŏo���������łɃ��[�^�[�������`���Ă݂�ƁA���{�T�[�{�̃��[�^�[�iKP56QM2-001�j�ɃM�A���S�e�S�e�����̂�����܂����B1��130�~���炢�ł����B�W�u���Ă������̂ŁA��������̎w���ʂ�i�H�j������߂Ă����܂����i�����Ă����Ȃ��ƁA�����A���Ŕ�����߂Ȃ������́H�Ƃ���ꂻ���Ȃ̂Łj�B
�܂��A�e�X�g�͂��Ă��܂���B�ł��A�|���J���������HB�^�Ɣ�ׂāAPM�^�Ƃ����̂́A���\�I�ɗ���ł����H�l�i���������炢�ł����B�f�[�^�V�[�g��������Ȃ��̂ŁA�X�y�b�N���ǂ��킩��܂���B
�ꉞ�A�������X�y�b�N��
http://www.lasermotion.com/StepMotor.html
7) Japan Servo 85 oz-in 400 Steps/Rev. $29/ea, (- and if you want to see what a quality motor looks like inside, here is the dis-assembled motor, showing the clean design and double stack with ball-bearing construction.)
Japan Servo TYPE KP56QM2-001, with Ball Bearings on each end of shaft. (note, unless you burn out the windings, and this takes at least a little effort, the only failure mode in step motors is bearing failure - which is easy to remedy as well as rare with Japan ball bearings)
NEMA23 mounting flange: Motor Length = 75mm from flange to rear of case, Motor Diameter = 57mm. Shaft Length = 14mm, Shaft Diameter = 5.9mm
6 Wire CT windings 3.5 ohm - 0 - 3.5 ohm,
Maximum Current: Center tapped - 1.5A , Bipolar, full winding - 1.0A
note: These motors have been carefully removed from surplus assemblies - leads are 75 mm long, and may require extending for some applications. We guarantee your satisfaction with these motors !! Limited quantity available. $29/ea
|