794.txt
‚±‚ٌ‚خ‚ٌ‚حپ@hide‚³‚ٌ 794.txt
‚±‚ٌ‚خ‚ٌ‚حپ@hide‚³‚ٌ
‘پ‘¬‚¨ژژ‚µ’¸‚«—L“‚²‚´‚¢‚ـ‚·پB
ژ„‚àƒ_ƒEƒ“ƒچپ[ƒh‚µپAچإگV”إ‚إٹm”F‚µ‚ؤ‚ف‚ـ‚µ‚½پB
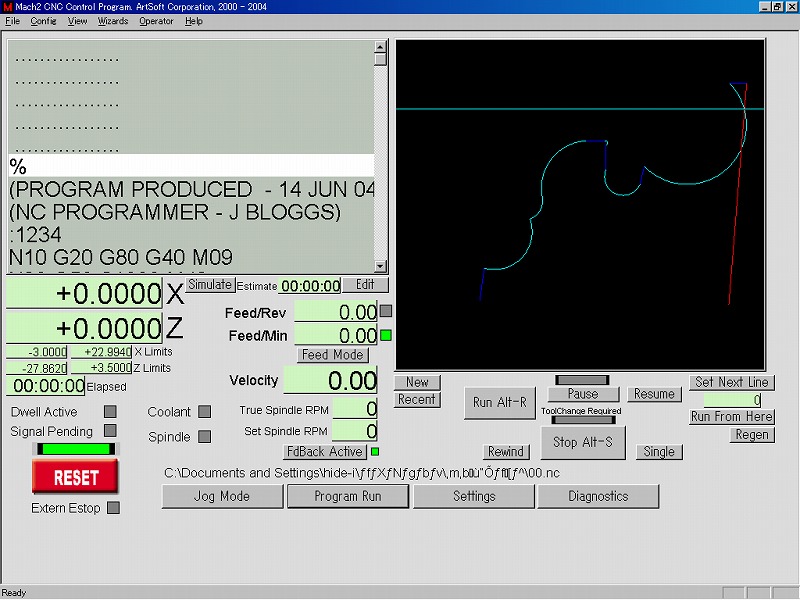
چr‰ءچH‚جƒfپ[ƒ^پ[‚ئژdڈم‚°‚جƒpƒX‚ً1‚آ‚جGƒRپ[ƒh‚إڈo—ح‚µ‚½•¨‚ً“ا‚فچ‚ٌ‚إŒ©‚é‚ئپA‰و–ت‚جƒvƒŒƒrƒ…پ[‚إ‚حڈ‚µ‚¸‚ꂽٹ´‚¶‚إ•\ژ¦‚µ‚ـ‚µ‚½پB
ART‚³‚ٌ‚جکb‚إ‚حپA•\ژ¦‚¾‚¯‚ھ‚¸‚ê‚éڈêچ‡‚à—L‚é‚ئŒ¾‚¤ژ–‚ب‚ج‚إپAژہچغ‚ة‰ءچH‚³‚¹‚ؤŒ©‚ب‚¢‚ئ‚؟‚ه‚ء‚ئ”»’f‚ھ‚آ‚«‚ـ‚¹‚ٌپB
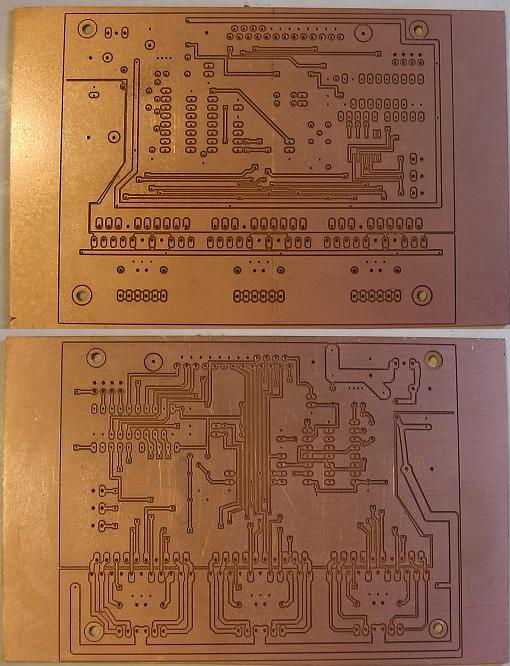
‚ئ‚è‚ ‚¦‚¸‰~Œت‚ج”½“]‚ھ’¼‚ء‚½‚ج‚إپAڈ‚µ‚¸‚آƒeƒXƒg‚µ‚ؤ‚ف‚و‚¤‚ئژv‚ء‚ؤ‚¢‚ـ‚·پB
‚ـ‚½‚و‚낵‚‚¨ٹè‚¢‚µ‚ـ‚·پB
ژژ‚µ‚½ƒfپ[ƒ^پ[‚إ‚·پB
GƒRپ[ƒh‚ة‚àڈ‚µ–â‘è‚ھ—L‚è‚»‚¤‚إ‚·‚ھپH
|