新参者ですが・・・ 投稿者:nkc 投稿日:2009/11/18(Wed) 22:55 No.1191
最近 コンプル800をCNC化しようとしています。
やっと MACH3で モーターが回ったという段階です。
MACH3の日本語化で困っています。 旧バージョンの置き場などご存知方 いらっしゃいませんか? よろしくお願いします。
Re: 新参者ですが・・・ - mm 2009/11/19(Thu) 10:36 No.1192 はじめましてnkcさん
旧バージョンはMach1ですか
Mach1は
http://www.forme-jp.net/data/Mach1/Mach1Final1_99.exe
に置いています
Re: 新参者ですが・・・ - nkc 2009/11/20(Fri) 10:45 No.1198 ありがとうございます。 MACH3の3.042029をある方からいただき無事インストできました。
X3のCNC化も企んでいますが Z軸のモーターで悩んでいます。
テクノハンズというお店の外国製が安いんですが・・・
http://www.technohands.co.jp/products/stepping_motor.html
FL57STH76-1006A □57mm 1.8° 片軸 8.6 1 8.6 14 13.5 \3,600
っていうのがホールディングトルクが13.5もあって¥3,600円って魅力ですが・・・
このモーターお使いになられた方いらっしゃいませんか?
よろしくお願いします。Re: 新参者ですが・・・ - hirorin 2009/11/26(Thu) 22:56 No.1227 このモータの電流値が1A品ですね。
トルクは普通ですね。
ただし高速域で急速にトルクが落ちます。
実験してみないと解りませんが!
Re: 新参者ですが・・・ - nkc 2009/11/27(Fri) 20:21 No.1232 レスありがとうございます。 ここのお店6個からしか販売しないってことで よく聞いてみるとオーダーが入ってから中国から輸入するので一ヶ月待ってくださいとのことでした。 それならe−bayで買うほうがいいかなって? 思っています。 今 実験中のコンプル800は台形ねじでリードが2.54なんで・・・ ボールねじ+秋月¥700モーターで挑戦しようかな? とも思っています。Re: 新参者ですが・・・ - hirorin 2009/11/28(Sat) 11:24 No.1237 秋月のモータですが癖が有ります。
手持ちで結構有りますが、あまり使う気が有りません。
処分を考えていますが、ヤフオク出品も面倒なので!?
Re: 新参者ですが・・・ - nkc 2009/11/28(Sat) 19:34 No.1239 レスありがとうございます。 私も秋月モーター 三個も買ってしまって・・・ 簡単に動く基盤セットでヤフオクにでも出そうかなって思っています。 今日 オリジナルマインドのリサイクル品を買ってみました。 日本サーボ 2相ステッピングモーター KH56QM2-801 で一個 ¥2,380でした。 3Aとなっていますが・・・ カタログ落ちしてるし・・・ 安物買いの・・・ って気がしなくとも・・・ Re: 新参者ですが・・・ - nkc 2009/12/01(Tue) 21:50 No.1259 KH56QM2-801ですが コンプル800のリード2.54の台形ねじでも 結構なスピードで動きました。 今 24V、2Aで駆動しています。 X3でも使えると・・・ 期待しています。 報告まで・・・Re: 新参者ですが・・・ - nkc 2009/12/04(Fri) 17:32 No.1272 追伸です。
24V 6Aのスイッチング電源から
ヤフオク仕入れのノートPC用 ACアダプター二ヶを
直列で 40V 6A電源に替えようと思っています。
電子音痴の私は 単純に直列接続しようとしてました。
で 師匠(この世界の匠)に相談したところ ブリッジダイオードを使わないと駄目って・・・ お陰で壊さずに済みました。
これで トルクアップだ〜〜問題なさそう?? - riki 2009/12/09(Wed) 18:04 No.1293 nkcさん、はじめまして。rikiと申します。
mmさん、こんばんは。ご無沙汰しています。
nkcさんの電源ですが、20V・6Aを2個直列ですよね。
ノートPCの電源なら通常は絶縁されているはずで、断言は出来ませんがそのまま直列接続しても問題ないと思います。。。
匠さんのブリッジダイオードの使い方は知りません。
mmさんも確か普通に直列にして使っていたと思います。
Re: 新参者ですが・・・ - sec 2009/12/09(Wed) 20:18 No.1295 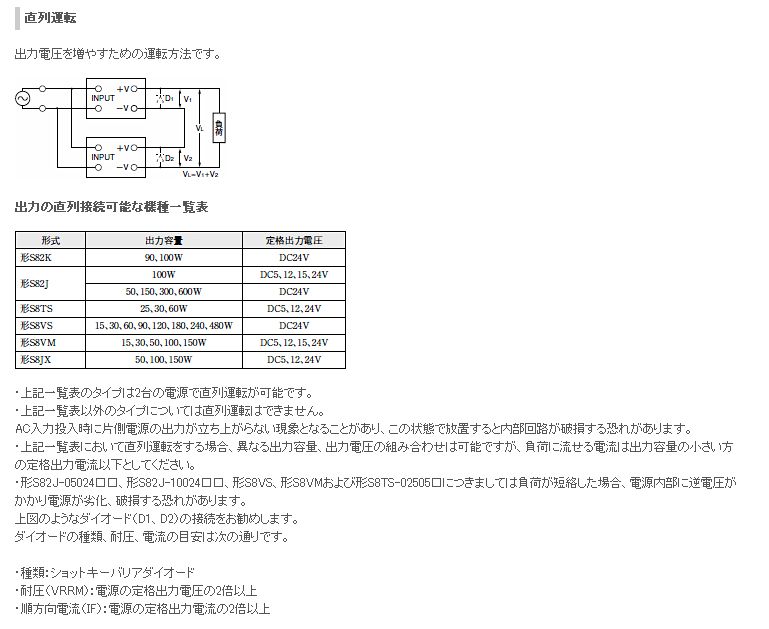 直列運転 直列運転
http://www.fa.omron.co.jp/guide/cautions/6/ps_guide_term/
ブリッチの必要はないでしょうが
ダイオードが必要なだけでしょうね。
Re: 新参者ですが・・・ - mm 2009/12/09(Wed) 21:38 No.1297 みなさんこんばんは
私の場合知人に中身を見てもらい危険が無ければそのまま直列接続で使っています。
保護回路が働き使えない物も有りました
はだかのスイッチング電源よりは切削加工には安全な気がします。
Re: 新参者ですが・・・ - hirorin 2009/12/10(Thu) 08:33 No.1298 こんにちは
直列にする場合に各電源に、逆並列にダイオードを入れるのは、各電源の立ち上がり時間の差で片方の電源に逆電圧がかかるのを保護する目的です。
電源の破損防止が目的です。
|