挻峝堦枃恘偺愭抂晹暘偺庤壛岺 搳峞幰丗sho 搳峞擔丗2009/07/17(Fri) 02:37 No.600
傒側偝傫偙傫偽傫偼丅
mm偝傫丄3.175mm偺儕僒僀僋儖嵽偱丄堦枃恘傪嶍傝弌偡応崌丄
侾丏敿妱傟
俀丏侾俀侽搙塃夞揮偱恘晅偗
俁丏愭抂壛岺
偐偲巚偄傑偡丅偙偙偱丄俁偺愭抂壛岺側偺偱偡偑丄嶐擭偺宖帵斅偵偁傞傛偆偵丄僺儞僶僀僗側偳偱嫴傫偱丄掙柺晹暘傪彮偟偢偮妏搙傪曄偊偰丄僕乕丄僕乕偲愭抂掙柺晹暘偲幬傔晹暘傪嶍傞傕偺側偺偱偟傚偆偐丅
愭抂傪偁偰偰僕乕丄僕乕偲傗傞嵺丄僟僀儎儌儞僪儂僀乕儖偺僼儔僢僩側晹暘傪彎偮偗偰撌墯偵偟偰偟傑偆乮峳傜偟偰偟傑偆乯偺偱偼側偄偐偲婋湝偟傑偡丅撪懁偺晹暘傪巊偆傋偒偱偟傚偆偐丅壗偐椙偄曽朄丄僐僣偼偛偞偄傑偡偐丅偁傞偄偼丄僟僀儎儌儞僪儂僀乕儖偼偦傫側娙扨偵峳傟傞傕偺偱偼側偄傕偺偱偟傚偆偐丅傛傠偟偔偍婅偄偟傑偡丅
Re: 挻峝堦枃恘偺愭抂晹暘偺庤壛... - mm 2009/07/17(Fri) 23:11 No.604 偙傫偽傫偼sho偝傫
側偐側偐尵梩偱偼忋庤偔揱偊傜傟傑偣傫
庢傝偁偊偢棃偰偄偨偩偗傟偽夝傞斖埻偱嫵偊偰偁偘傜傟傑偡丅
Re: 挻峝堦枃恘偺愭抂晹暘偺庤壛... - sho 2009/07/18(Sat) 01:05 No.605  mm偝傫丄偙傫偽傫偼丅 mm偝傫丄偙傫偽傫偼丅
偙傫側姶偠偱偟傚偆偐丅僗僩僢僷乕偑側偄偺偱崻杮偑彮偟奒抜忬偱偡丅侾俀侽搙偺恘晅偗偑婥帩偪怺偔側傝傑偟偨丅
Re: 挻峝堦枃恘偺愭抂晹暘偺庤壛... - sho 2009/07/18(Sat) 01:05 No.606  屻傠懁偱偡丅 屻傠懁偱偡丅
崱搙丄梀傃偵偄偒傑偡偺偱偍庤傗傢傜偐偵偍偹偑偄偟傑乣偡両
Re: 挻峝堦枃恘偺愭抂晹暘偺庤壛... - sho 2009/07/18(Sat) 01:23 No.608 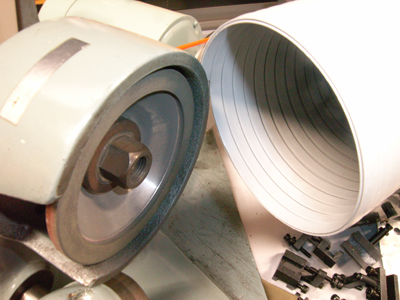 挻峝偺暡恛傪媧偆偲懱偵埆偄偲巚偄丄栘岺梡偺廤恛婡傪偮偐偭偰暡恛傪媧偄弌偟偰偄傑偡丅 挻峝偺暡恛傪媧偆偲懱偵埆偄偲巚偄丄栘岺梡偺廤恛婡傪偮偐偭偰暡恛傪媧偄弌偟偰偄傑偡丅
偛懚偠偺曽丄栘岺梡偱杊敋宆偱偼側偄廤恛婡偺棙梡偼婋尟偱偟傚偆偐??傕偲傕偲庽帀愗嶍梡偵妶梡偟偰偍傝傑偡丅
Re: 挻峝堦枃恘偺愭抂晹暘偺庤壛... - 僲儞僲 2009/07/18(Sat) 10:12 No.609 杊敋宆偱側偄応崌壜擱惈暡恛偑棟榑擱從攝暘嬤偔偱惷揹婥揰壩偝傟傞偲婲偙傞偙偲偑偁傝傑偡丅
挻峝尋杹偱偼傑偢偦偺怱攝偑偁傝傑偣傫丅
偳偪傜偐偲尵偄傑偡偲庽帀愗嶍偺曽偑怱攝偱偡偑丄屌掕娗晹暘偼
姫偒嬥懏娗偺曽偑傛偄偐傕抦傟傑偣傫丄偟偐偟楢懕偱懡検偵桳傞偺偱拞偲擱從尷奅偵払偟側偄偙偲偑懡偄偺偱偼側偄偱偟傚偆偐丠Re: 挻峝堦枃恘偺愭抂晹暘偺庤壛... - sho 2009/07/18(Sat) 15:11 No.614 僲儞僲偝傫丄偙傫偵偪偼丅
偒偭偐偗偼惷揹婥偺傛偆偱偡偹丅幨恀偼僾儔僗僠僢僋惢偺捈宎100mm偺帺嵼儂乕僗偱偡丅0.75HP掱搙偺栘岺梡偺廤恛婡偱儂乕僗偲偮側偄偱偄傑偡丅偐側傝偺晽検偱偡丅宎傪47mm偵尭傜偟偰儂乕僗傪偮側偄偱丄庽帀愗嶍帪丄儂乕僗愭抂傪僗僺儞僪儖偺嬤偔偵偟偰偄傑偡丅姫偒嬥懏娗偺棙梡傕峫偊偰傒傑偡丅偳偆傕偁傝偑偲偆偛偞偄傑偡丅
傾儖儈愗嶍偱偺暡恛偼婋尟偺傛偆偱偡偹丅偙偺応崌丄慁斦傗丄僄儞僪儈儖偱偺愗傝巕偺傛偆側僒僀僘偺戝偒側乮拪徾揑丠乯傕偺偼乮偨傇傫乯暿偲偟偰丄尋杹傗僶僼妡偗側偳偱敪惗偡傞旝棻巕僟僗僩偑栤戣偵側傞偺偱偟傚偆偹乮憐憸偱偡偑乯丅栘岺梡偺廤恛婡偼埨壙側偺偱枺椡偱偡偑丅
Re: 挻峝堦枃恘偺愭抂晹暘偺庤壛... - 僲儞僲 2009/07/18(Sat) 20:50 No.615 亜姫偒嬥懏娗偺棙梡傕峫偊偰傒傑偡丅
偄傗擱從忦審偵払偟側偄偙偲偑懡偄偺偱偼偲尵偆偮傕傝偱偟偨丅
亜栘岺梡偺廤恛婡偼埨壙側偺偱丒丒
夋憸偺僾儔僟僋僩偼憡摉戝偒偄偺偱偟傚偆偐丠
妛峑偱巊偭偰偄偨栘岺廤恛婡偼嬥懏娗晹暘偑俀侽侽冇偔傜偄偱
僾儔僼儗僉僟僋僩傕俀侽侽冇偔傜偄乮妸傜偣傞偲戝偒偔側偭偨傝彫偝偔側偭偨傝偟傑偟偨乯偙傟傪婡夿偵宷偄偱偄傑偟偨偑丄
嬻偄偰偄傞暘偼廔嬈帪偵丄偙傟偱彴柺偺僑儈傕廤傔偰傑偟偨
廤崌晹暘偼侾侽侽侽冇偔傜偄偱壆奜偺僽儘傾傑偱墶堷偒偟偰廤恛婡偵捠偟偰傑偟偨丅
偙傟偔傜偄桳傞偲敋敪偼晐偄偺偱偡偑丄侾侽冇埲壓側傜偦偆戝偟偨帠偼側偄傛偆偱偡丅
巻娗偱傾儖儈枛傪彮偟擖傟僗僷乕僋偱揰壩偟傑偡偲戝壒嬁丅
偙傟傕嬻婥拞偺巁慺暘乮侾乛俆偱儌儖摉偨傝俁俀倗俀俀儕僢僩儖乯
傾儖儈暘巕丂俀俈仏侽丏俇俇亖侾俉倗
嬻婥侾侾侽儕僢僩儖摉偨傝傾儖儈侾俉倗偱慡晹擱從偟傑偡丅
乮偟偐偟暡枛偵側偭偨帪揰偱昞柺偼婛偵巁壔偝傟壏搙傕忋偑偭偰偄傑偡丄幚嵺偵偼傕偭偲懡検偱俀俆倗埵梫傞傛偆偱偡乯 |