儗乕僓乕僙儞僞乕 搳峞幰丗sho 搳峞擔丗2009/10/21(Wed) 00:39 No.1057
 傒側偝傫丄偙傫偽傫偼丅 傒側偝傫丄偙傫偽傫偼丅
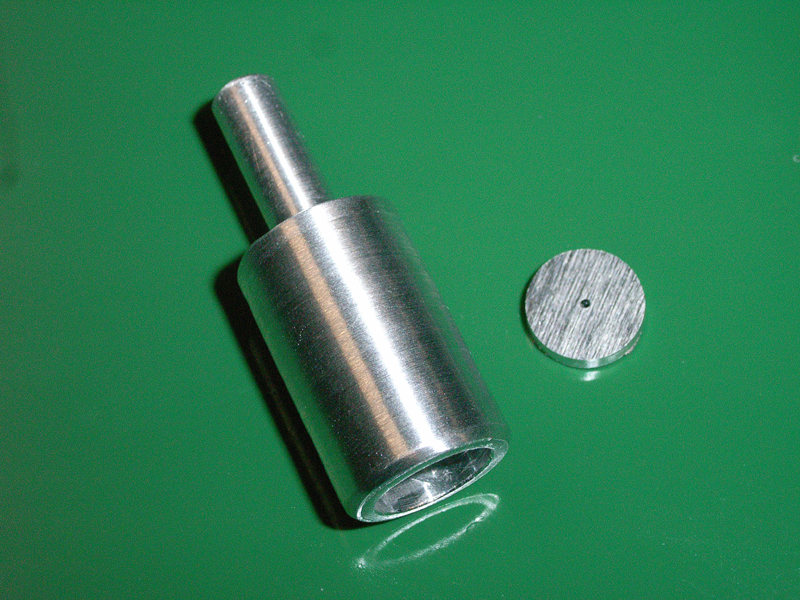
廐寧偺俆侽侽墌偺儗乕僓乕儐僯僢僩傪巊偭偰丄僄儞僪儈儖傗僪儕儖偺拞怱傪(倶亖侽丆倷亖侽)偵偡傞嵺丄偦偺栚昗愝掕傪栚帇偱娙扨偵峴偆偨傔偺僣乕儖傪嶌惢偟傑偟偨丅揝偺偍傕偪傖偱巊偆偙偲傪峫偊偰挿偝傪抁偔偟偰偄傑偡丅揹抮偼奜晅偗偱偡丅
mm偝傫丄傗偭偲俠俶俠慁斦偑摦偔傛偆偵側傝傑偟偨丅偙傟傪巊偭偰惢嶌偟偨傕偺偱偡丅
儗乕僓乕僙儞僞乕偲偄偆柤慜偑椙偄偺偐暘偐傝傑偣傫偑丄庯巪偼岺嬶偺僙儞僞乕傪儚乕僋尨揰偵愝掕偡傞嵺偵丄倃倄堏摦帪偵丄岺嬶偱儚乕僋偵彎傪偮偗傞儕僗僋傪尭傜偡偨傔偵丄岺嬶傪偙傟偵曄偊偰堏摦偝偣丄尨揰愝掕傪恦懍偵偡傞偙偲偱偡丅儚乕僋偺僄僢僕偵徠幩偟丄堿偺戝偒偝側偳偐傜尨揰弌偟傕偱偒傞偐傕偟傟傑偣傫丅
Re: 儗乕僓乕僙儞僞乕 - sho 2009/10/21(Wed) 00:41 No.1058 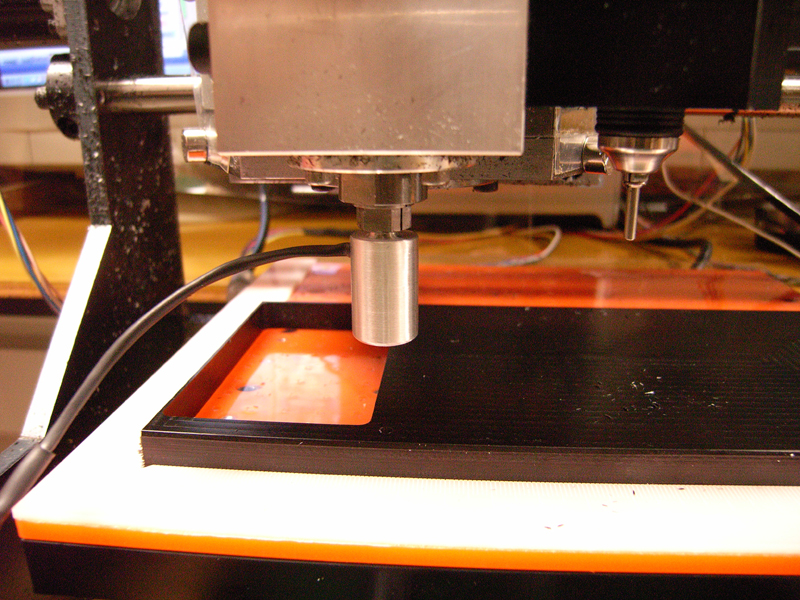 俇儈儕偺僔儍儞僋偵偟偰偄傑偡丅揝偺偍傕偪傖偺僐儗僢僩偵捈愙擖傝傑偡丅
Re: 儗乕僓乕僙儞僞乕 俇儈儕偺僔儍儞僋偵偟偰偄傑偡丅揝偺偍傕偪傖偺僐儗僢僩偵捈愙擖傝傑偡丅
Re: 儗乕僓乕僙儞僞乕 - sho 2009/10/21(Wed) 00:54 No.1059  捈宎俁儈儕偺僄儞僪儈儖偱丄儚乕僋偵彎傪偮偗墌傪昤偒丄儗乕僓乕僙儞僞乕偵庢傝懼偊偰丄價乕儉傪摉偰偰傒傑偟偨丅栚帇偱偼昞柺偱斀幩偡傞偣偄偐丄尒傞妏搙偵傛傝丄旝柇偵僗億僢僩偺埵抲偑曄傢傞姶偠偑偟傑偡丅偱偡偺偱丄尒傞曽岦傪寛傔偰偍偔昁梫偑偁傝偦偆偱偡丅 捈宎俁儈儕偺僄儞僪儈儖偱丄儚乕僋偵彎傪偮偗墌傪昤偒丄儗乕僓乕僙儞僞乕偵庢傝懼偊偰丄價乕儉傪摉偰偰傒傑偟偨丅栚帇偱偼昞柺偱斀幩偡傞偣偄偐丄尒傞妏搙偵傛傝丄旝柇偵僗億僢僩偺埵抲偑曄傢傞姶偠偑偟傑偡丅偱偡偺偱丄尒傞曽岦傪寛傔偰偍偔昁梫偑偁傝偦偆偱偡丅
儚乕僋傪岎姺偟偰僙僢僩偡傞帪丄傑偨丄暿偺嬻偄偰偄傞埵抲偵堏摦偟偰丄愗傝弌偡嵺側偳偵曋棙偦偆偱偡丅
儗乕僓乕儐僯僢僩偲偺岝幉崌傢偣偑昁梫偱偡丅娙扨偵峴偆曽朄偑壽戣偱偡丅
Re: 儗乕僓乕僙儞僞乕 - sho 2009/10/21(Wed) 01:25 No.1060 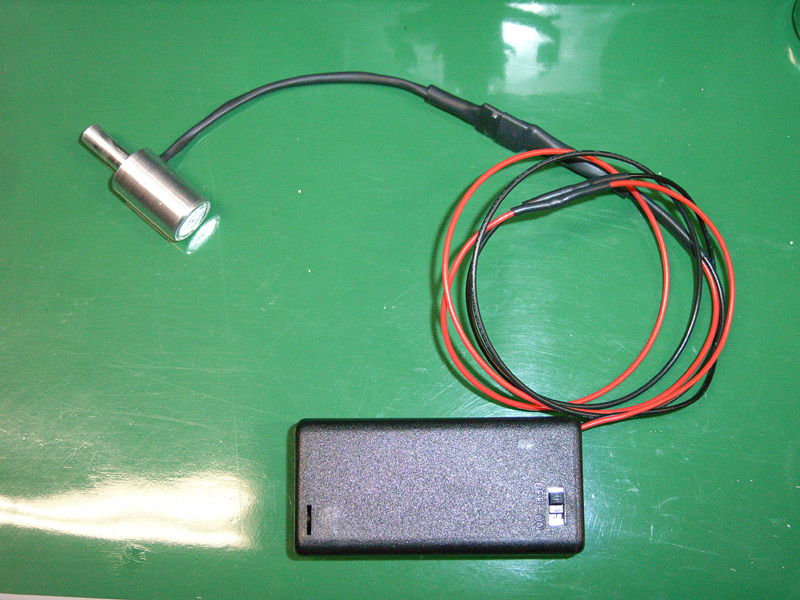 慡懱偺條巕偱偡丅
Re: 儗乕僓乕僙儞僞乕 慡懱偺條巕偱偡丅
Re: 儗乕僓乕僙儞僞乕 - mm 2009/10/21(Wed) 08:34 No.1061 偙傫偵偪偼sho偝傫
儗乕僓乕僙儞僞乕偺偛徯夘桳擄偆偛偞偄傑偡
巹偺応崌僇僢僞乕偺庢傝奜偟偑傔傫偳偆側偺偱傓偐側偄偱偡
傎偲傫偳敿寧僇僢僞乕側偺偱偦偙偦偙偺埵抲崌傢偣偼敿寧柺偱崌傢偟偰偄傑偡丅
偦傟傛傝庡幉2杮偺曽偑婥偵側傝傑偟偨
傑偨偍婅偄偟傑偡Re: 儗乕僓乕僙儞僞乕 - sho 2009/10/21(Wed) 17:24 No.1063 mm偝傫丄偙傫偵偪偼丅
僶僉儏乕儉僥乕僽儖偱媧堷偟偰壛岺偡傞嵺偺愱梡婡偲偟傑偟偨丅僾儕儞僩婎斅傗庽帀偺愗嶍丄傾儖儈斅側偳偺旝嵶壛岺傗寉愗嶍偵偲偰傕曋棙偱偡丅梞娰偺懁柺偵寠傪奐偗偰僟僽儖僗僺儞僪儖偲偟丄岺嬶偺扙拝偵傛傝儚乕僋偲姳徛偟側偄傛偆偵偟偰偄傑偡丅
崅懍夞揮偱婎斅偺僷僞乕儞愗嶍偵嵟揔側HP-300 偱偡偲丄庽帀傗傾儖儈嵽丄傑偨丄婎斅偺嵟屻偺椫妔偺愗傝弌偟偵晧壸偑偐偐傝偡偓傑偡偺偱丄媧堷偟偨傑傑丄暿偺僗僺儞僪儖偱師偺嶌嬈偑偱偒傞傛偆偵偟偰偄傑偡丅忬嫷偵傛傝僗僺儞僪儖傪慖傫偱偄傑偡丅偙偆偟偨偙偲偑偱偒傞偺偼丄揝偺偍傕偪傖偺婎杮惈擻偑偲偰傕偟偭偐傝偟偰偄傞偐傜偱丄埨怱偟偰嶌嬈偵庢傝偐偐傟傞偺偱偲偰傕彆偐傝傑偡丅
|