無題 投稿者:ノンノ 投稿日:2011/07/18(Mon) 20:18 No.285
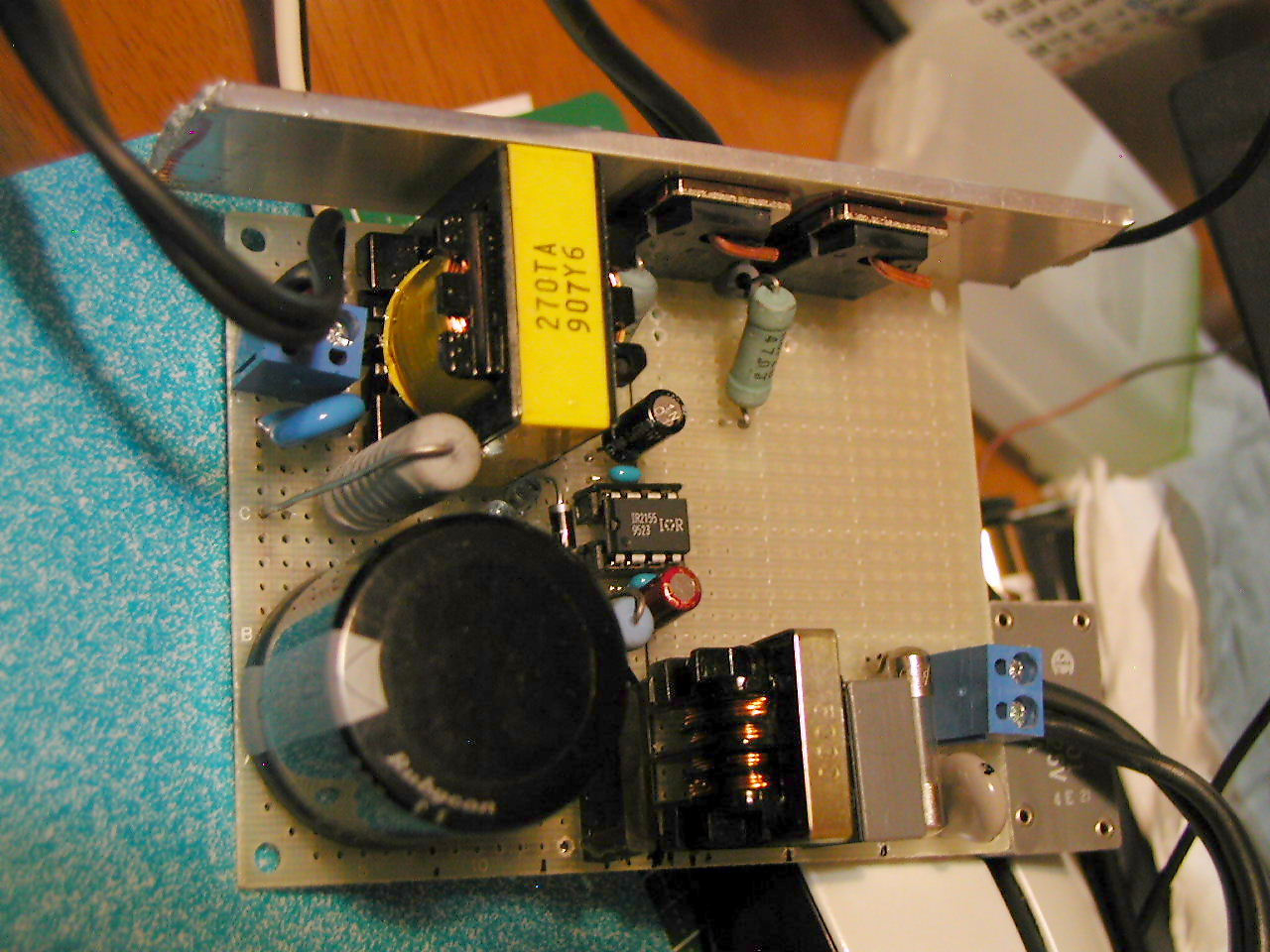 1枚目 1枚目
Re: 無題 - ノンノ 2011/07/18(Mon) 20:28 No.286 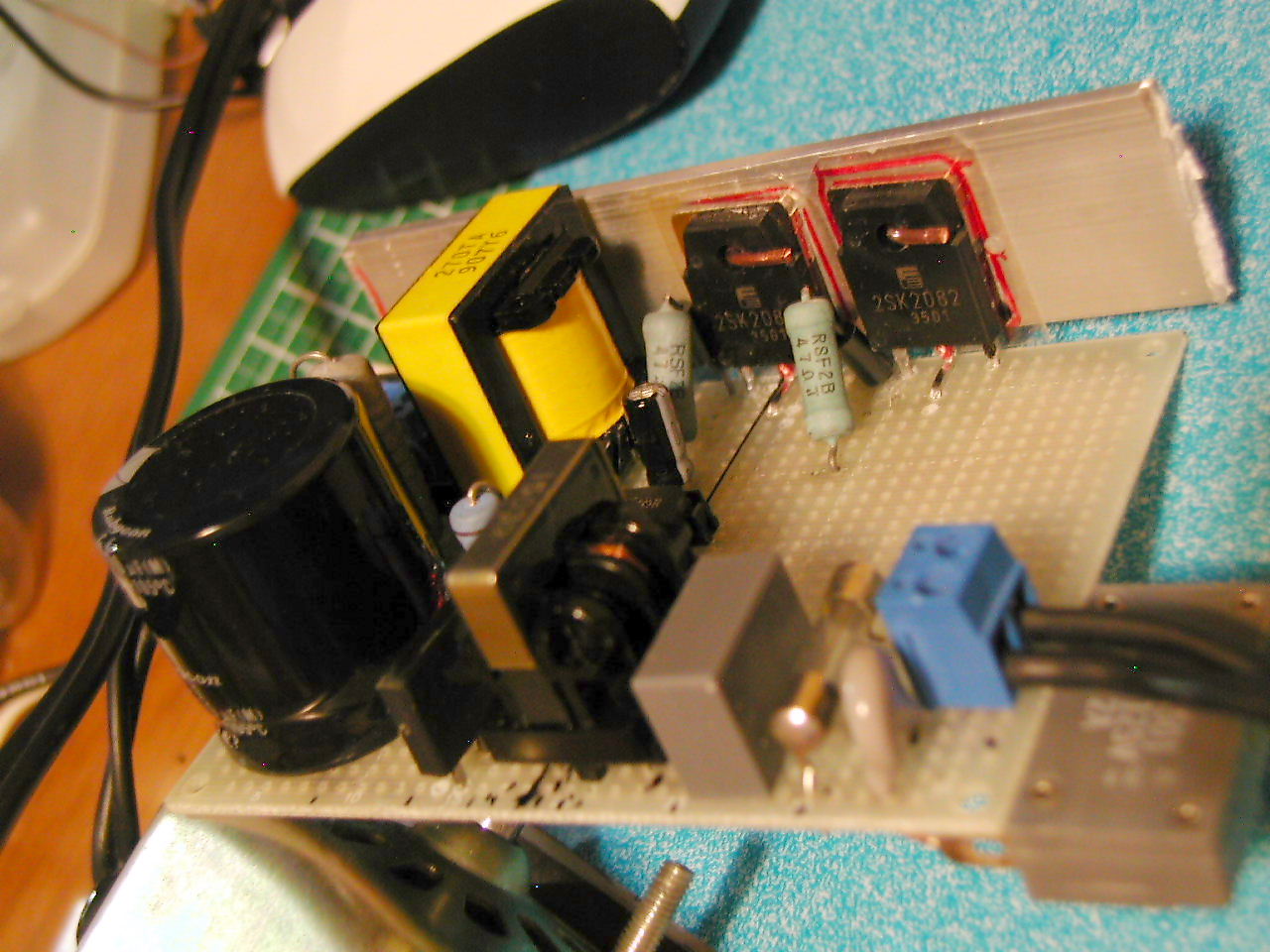 2枚目
Re: 無題 2枚目
Re: 無題 - ノンノ 2011/07/18(Mon) 20:43 No.287 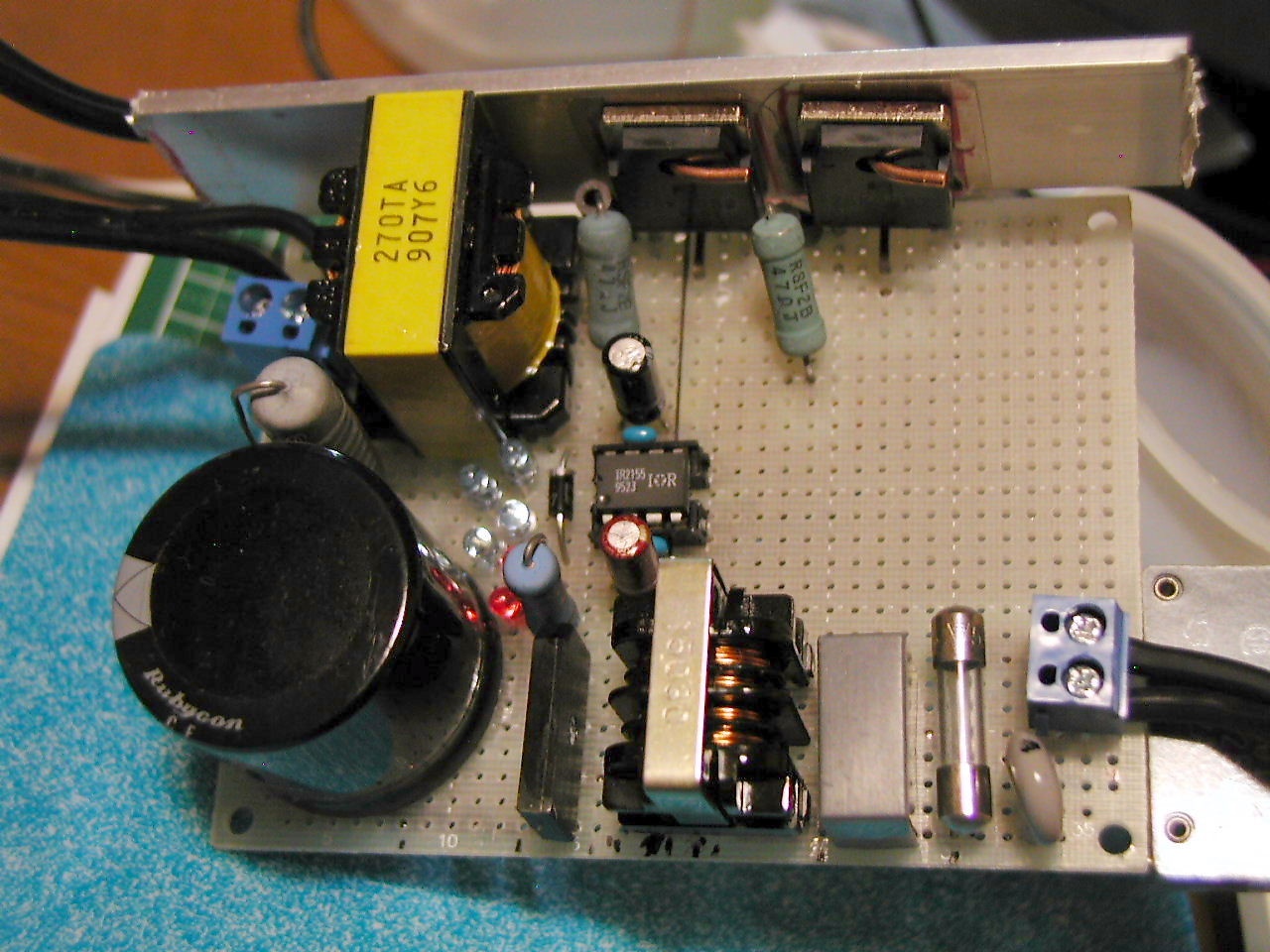 3枚目
Re: 無題 3枚目
Re: 無題 - ノンノ 2011/07/18(Mon) 20:53 No.288 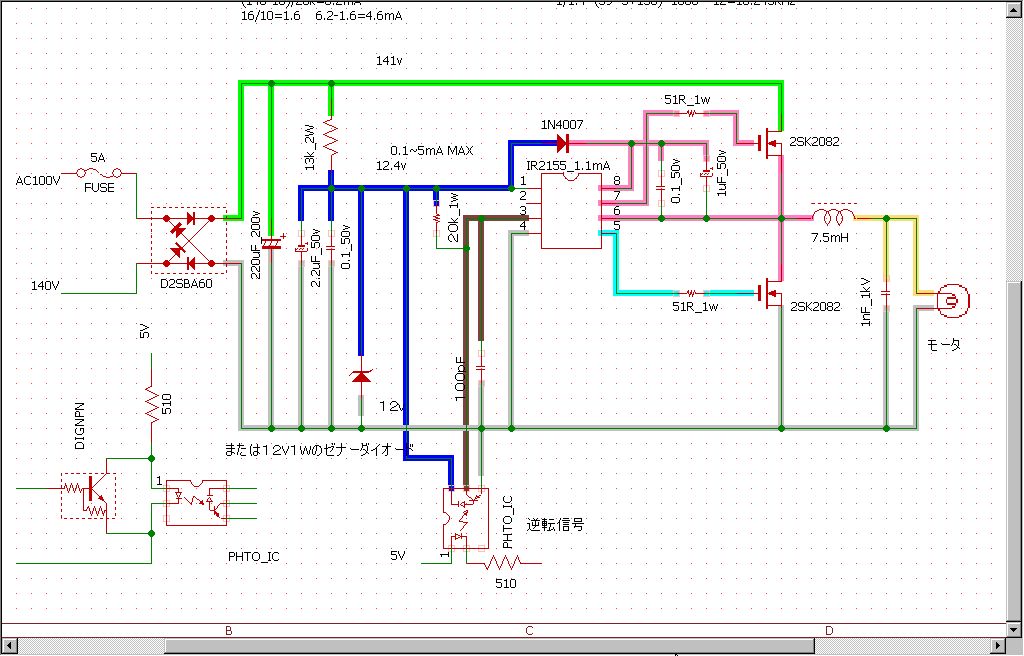 ブルーとピンクの隙間が少ないです。
Re: 無題 ブルーとピンクの隙間が少ないです。
Re: 無題 - ノンノ 2011/07/19(Tue) 12:25 No.290 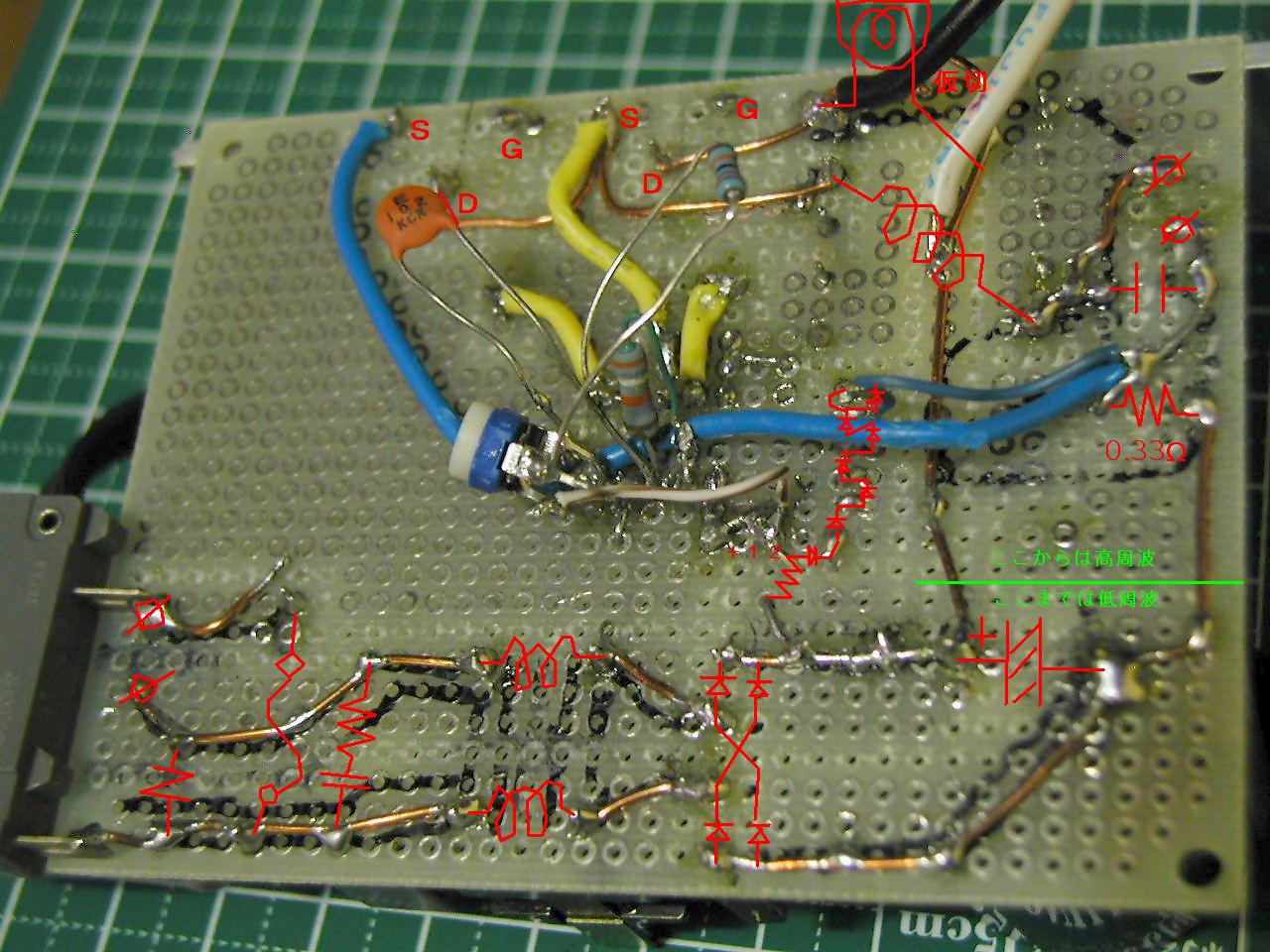 電圧差の高いところはパターンをめくっています。 電圧差の高いところはパターンをめくっています。
最終制御回路の場所はまとめて空けてあります。
fuseは仮に外し、プロテクタを活かしています。
電源マイナスとそれ以降のコモン回路の間に0.33Ωの電流検出を入れています。
FETの+電源に電球プロテクタを仮繋ぎしています。
始めは100w100vを1個か2個並列にすると良いでしょう。
Re: 無題 - mm 2011/07/19(Tue) 18:47 No.292 こんにちはノンノさん
いろいろテストして頂いているのですが、部品購入を検討して見て、部品購入、制作とも現状を見た感じ、私には難しそうです。
もともとDC電源を用意しないで簡単に主軸モータを回したいと言う所から始めた物です。
IR2155を使う方法は
簡単には行かないもんなんですね。Re: 無題 - ノンノ 2011/07/19(Tue) 23:24 No.293 テストそのものはいわば自分用のですから、お気になさることはありません。
さて、今回のIR2155の要点は、電源ゼナーが入っている(少し不足)
発振用タイマー、ゲートドライバ、ハイアーム用電源監視、
ハイアームドライバがある。
と言うことで、注意する点は5pinと6pinの間を出来るだけ取る、
あるいは絶縁塗料を塗る事です。
パワーFETは「2SK3234」の様な電圧は3倍くらいのものを使われる方が安全です。
それとカッティングの時導電部分が少しでも残っているとフラシュしてそれを通じて基板が燃えることがあります。
出来れば目視確認後絶縁塗料を塗るのが手っ取り早いようです。
ゲート素子(MOSFETやIGBT)をスパットドライブするには不可欠な
ドライバがあり、あるいは片側だけでも十分(チョッパとして)使えます。
制御特性を考えず、片側だけ使っても十分使い出があります。
今回うちで使ったシリーズモータは勝手に可変速して使いにくい場合は、ブラシ端子間に低ワット電球を付けると界磁電流が固定され使いやすくなります。
モーターの応用はまたの機会にでもいたします。
後は100v100w電球をヒューズ替わりに使われると、テスト時に焼きにくくなります。 |