MACH3でのトルク不足 投稿者:iws1999 投稿日:2010/10/19(Tue) 00:11 No.941
この掲示板も見てCNCの勉強をさせていただいています。
1点、CNCの先輩方に助けていただきたい点があり、
書き込みをさせていただきました。
最近、スピンドルのフィードバック動作を行おうと思い、
MACH1からMACH3に移行しようとしたのですが、
ステッピングモータがMACH1ですと1500mm/min程度で
動作するのですが、MACH3にするとトルク不足になるようで、500mm/min程度でしか回りません。
MACH3にするとトルクが落ちる原因は何かありますでしょうか?
可能性でも良いので、アドバイスを宜しくお願いできますでしょうか?
こちらで購入させていただいたCNC基板を使用して、
PCはPen4 3.0G のXP を使用しています。
スピンドルのフィードバックについては
MACH3からの5msec間隔のPWM信号をPICを用いてラジコン用
ブラシレスアンプへのESC信号に変換して動作確認までは
行うことができました。
(モーターもラジコン用で500W程度のモータです。)
Re: MACH3でのトルク不足 - mm 2010/10/19(Tue) 09:46 No.943 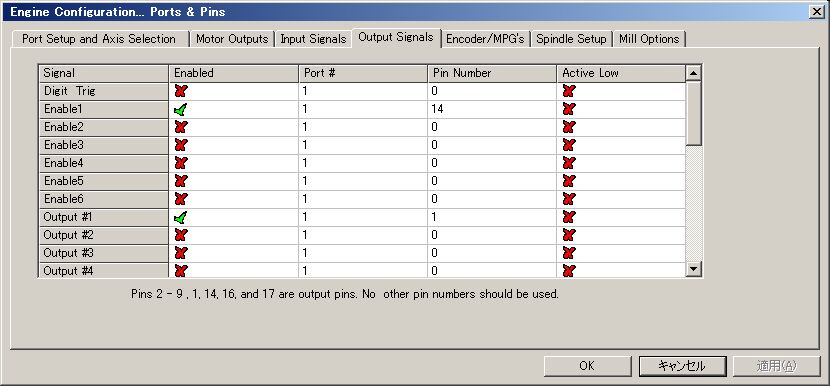 こんにちはiws1999 さん こんにちはiws1999 さん
私の心当たりはForme2005基板の場合モータイネーブルを使っているので14番ピンの設定の様な気がします。
設定出来ていますか?
Re: MACH3でのトルク不足 - iws1999 2010/10/19(Tue) 12:36 No.947 mmさん
早急で貴重なアドバイスありがとうございます!
現在仕事で外出先ですので、夜遅くになりますが
帰宅後に設定を確認したいと思います。
M-ENB出力は
D-subの1ピンからのスピンドルのPWM信号出力ではPICへ信号を
送るためのフォトカプラを動作させる事が出来なかったので、
トランジスタを用いた信号増幅用のコレクタ電源として使用しています。
(PIC12F683の電源はブラシレスアンプの5V出力から取っています)
ピンの選択を間違えているかもしれません。
また、モータイネーブル時に14ピンからのイネーブル信号が0Vになるのであれば
反転にチェックしてしまった可能性もあります。
確認次第報告をさせていただきます。Re: MACH3でのトルク不足 - iws1999 2010/10/19(Tue) 21:57 No.948 mmさん
確認したところ、やはりモータイネーブル信号を反転していました。
戻しましたら問題なく動作しました。
一人でずっと悩んでいました。アドバイスありがとうございました。
PICの回路を修正することにします。Re: MACH3でのトルク不足 - mm 2010/10/20(Wed) 11:58 No.950 iws1999さん
解決して良かったですね
以前ラジコンのブラシレスを使っていた時PWM信号で回転制御すると力が無い気がしました。
電源側の電圧を変えて速度を変えたほうが良い結果でした。
モータやアンプによるかも知れません。
ラジコンブラシレス結構うるさいですね
またお願いします。 |