 こんばんは暇爺さん
こんばんは暇爺さん
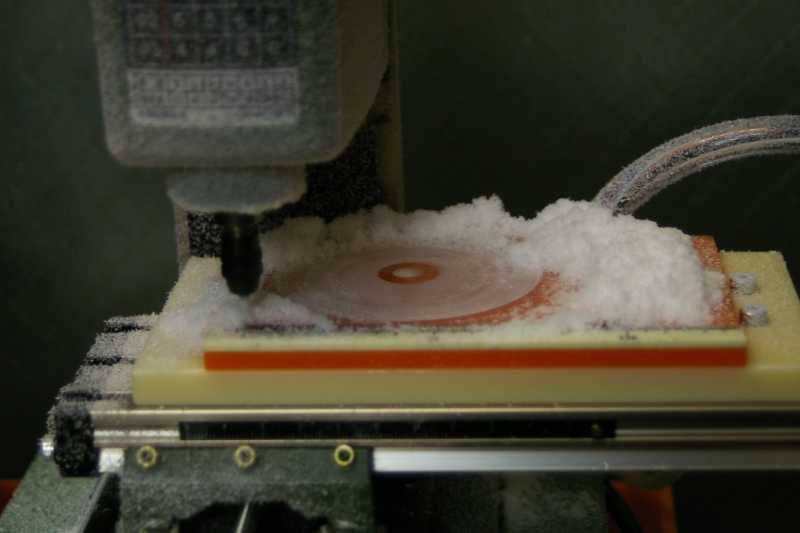
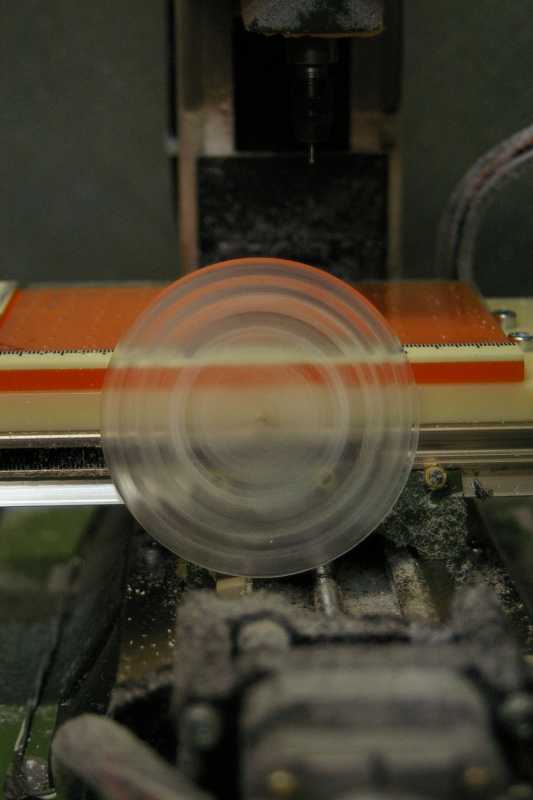
性懲りもなく 昨日の失敗した波紋コースターに再挑戦しました。時間はかかっているのですが、一度RUNした後は他の事をしているので今のとこ特に気になりません。きっともっと自分がてきぱき作業できるようになったら機械が遅い!!って言えるようになるのでしょうか。昨日も今日も始めたらほったらかしにしています。
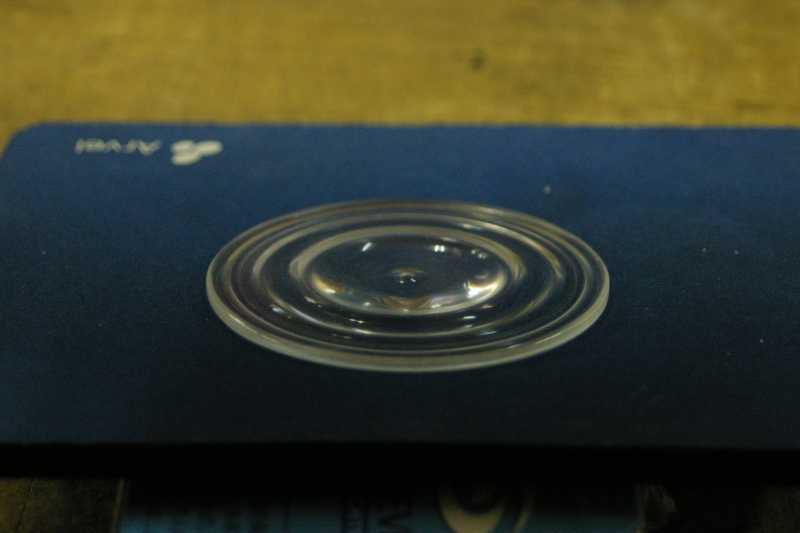
昨日と同じ条件でカッターは30度の超硬リサイクル一枚刃の先端を0.15Rに砥石でまるめたものを使用しました。ところが昨日もそこそこ刃が切れているとは思っていたのですが、今日は同じカッターなのにびっくりするほどきれいに切れていました。
スピンドル精度が低いためカッターの取り付けた位置によってかなりの差がでるとmmさん。そんな事でこんなにも切れ味に差がでるとは。。。感動です。
私の中の機械というイメージがどんどん破壊されていきます。
|